План "всё или ничего" против использования таблиц для выборочного приемочного контроля качества. Эдвардс Деминг
"Использование таблиц для проведения выборочного приемочного контроля невозможно адаптировать для цели минимизации средней совокупной стоимости контроля входящих материалов и последствий пропуска дефектных материалов в производство".
Источник цитируемых материалов: [2] - У. Эдвардс Деминг, "Выход из кризиса: Новая парадигма управления людьми, системами и процессами" ("Out of the Crisis", W. Edwards Deming — М.: Альпина Паблишер, 2017. Научные редакторы Ю. Рубаник, Ю. Адлер, В. Шпер). Приобрести книгу можно в издательстве Альпина Паблишер .
Статью подготовил научный директор Центра AQT Григорьев С. П.
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
Предисловие
Должны ли мы стараться отбраковывать часть или все дефектные изделия во входящей партии? Или нам следует направлять каждую партию, минуя контроль, прямо в производство? Экономически обоснованным решением будет использование плана контроля входящих сырья, материалов и комплектующих "всё или ничего", предложенного Эдвардсом Демингом.
В любом случае, ни одно произведённое предприятием изделие не соответствующее требованиям не должно попасть к нашему покупателю.
Правило контроля входящих материалов "всё или ничего" служит для минимизации средних совокупных затрат компании на производство единицы продукции. Правило "всё или ничего" - это правило принятия решения о 100% контроле входящей партии материалов с отбраковкой дефектных или пропуске такой партии в производство без входного контроля с последующей заменой и переделкой доли дефектных изделий, образованных в результате такого пропуска без входного контроля.
Если вы производите входной контроль сырья, материалов и комплектующих по контролю выборки, лучше знать, что:
"Если степень статистической управляемости качества входящих материалов высока, контроль выборок не дал бы представления об оставшейся части контролируемой партии, из-за отсутствия признаков корреляции между ними в этом случае".
Практическим подтверждением утверждения Эдвардса Деминга, о том, что контроль выборок, например, с применением таблиц выборочного приёмочного контроля качества не даёт представления о количестве дефектных изделий в контролируемой партии, может служить эксперимент с красными бусинами , в котором случайные механические выборки из смеси красных и белых бусин каждый раз дают значение доли красных бусин отличное от реальной доли красных бусин в контролируемой смеси, в большую и в меньшую стороны. В эксперименте использовалась контрольная np-карта числа красных бусин для выборок одинакового размера.
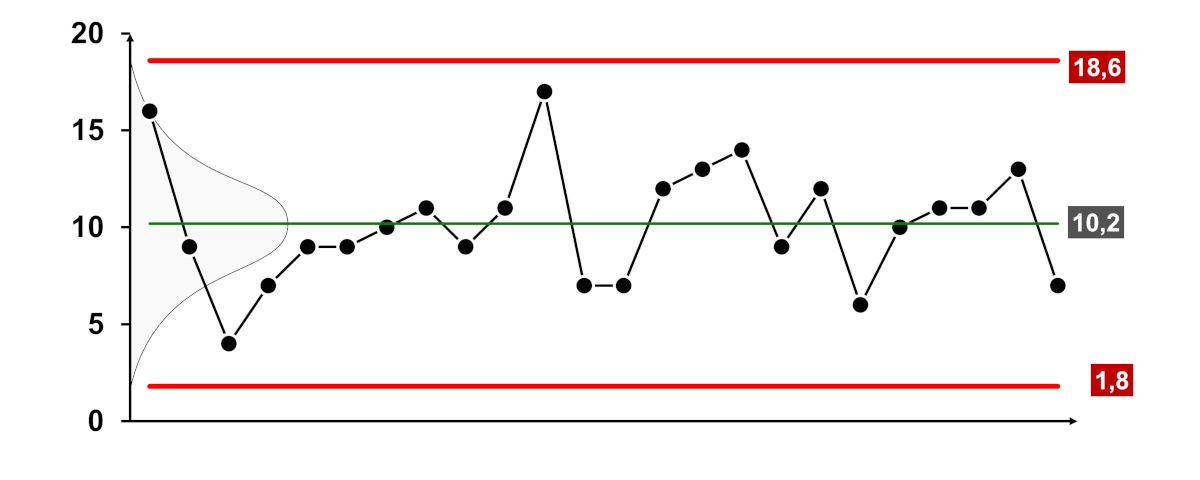
Рис. Контрольная np-карта эксперимента с красными бусинами, проведенного Эдвардсом Демингом в 1983г.
"Правила для минимизации совокупных средних затрат оказываются чрезвычайно простыми в некоторых условиях.
Обозначения:
p - средняя доля дефектных изделий во входящей партии деталей;
k 1 - стоимость входного контроля одной детали;
k 2 - стоимость демонтажа, ремонта, повторной сборки и повторного испытаний узла, который отказал из-за одной дефектной детали, попавшей в производство.
Условие 1:
Самая плохая входящая партия будет иметь среднюю долю дефектных изделий (p) меньше, чем (k 1 /k 2 ).
p<k 1 /k 2
В этом случае: Никакого входного контроля. Следует полностью положиться на контроль в точке проведения испытаний узлов.
Пояснение, Григорьев С. П.:
Вывод формулы Условия 1, когда общая стоимость исправления всех узлов с дефектными деталями из входящей партии (N×p×k 2 ) будет меньше стоимости контроля всех 100% входящих деталей (N×k 1 ).
(N) - размер входящей партии деталей, шт., с долей дефектных (p):
N×p×k 2 <N×k 1
сократим выражение до:
p×k 2 <k 1
тогда:
p<k 1 /k 2
Условие 2:
Самая хорошая входящая партия будет иметь долю дефектных изделий (p) больше, чем (k 1 /k 2 ).
p>k 1 /k 2
В этом случае: 100 %-ный входной контроль. И проводите контроль в точке проведения испытаний готовой продукции.
Пояснение, Григорьев С. П.:
Вывод формулы Условия 2, когда общая стоимость исправления всех узлов с дефектными деталями из входящей партии (N×p×k 2 ) будет больше стоимости контроля всех 100% входящих деталей (N×k 1 ).
(N) - размер входящей партии деталей, шт., с долей дефектных (p):
N×p×k 2 >N×k 1
сократим выражение до:
p×k 2 >k 1
тогда:
p>k 1 /k 2
(k 1 / k 2 ) - равновесное качество, или точка равновесия.
(k 2 ) будет всегда больше (k 1 );
следовательно, отношение (k 1 /k 2 ) будет лежать между 0 и 1.
Если же применить правило Условия 2 в ситуации, когда следует применять правило Условия 1, тогда полные затраты будут максимальными. Обратное тоже верно".
Пример (Григорьев С. П.)
Дано:
p (средняя доля дефектных изделий во входящей партии деталей) = 0,05;
k 1 (стоимость входного контроля одной детали) = 100,00 ₽;
k 2 (стоимость демонтажа, ремонта, повторной сборки и повторного испытаний узла, который отказал из-за одной дефектной детали, попавшей в производство) = 1 000,00 ₽;
входная партия = 1 000,00 шт.
Условие 1: p<k 1 /k 2 - Никакого входного контроля.
Условие 2: p>k 1 /k 2 - 100% входной контроль.
Расчёты
p = 0,05
k 1 /k 2 = 100,00 ₽ / 1 000,00 ₽ = 0,10
0,05 < 0,10
p<k 1 /k 2 - соответствует Условию 1 - Никакого входного контроля.
Решение
Выбираем план "Никакого контроля".
Проверка решения
Стоимость 100% контроля на входе составит:
1 000 шт.×100,00 ₽=100 000,00 ₽
Стоимость пропуска дефектных материалов составит:
1 000 шт.×0,05×1000,00 ₽=50 000,00 ₽
Следовательно, пропуск в производство дефектной детали, в этом случае, с последующими демонтажем, ремонтом, повторной сборкой и испытаниями узла, который отказал из-за одной дефектной детали, попавшей в производство, действительно, обойдется дешевле 100% входного контроля на 50 000,00 ₽.
"Таким образом, состояние статистической управляемости имеет явное преимущество. Чтобы узнать, соответствует ли входящий поток партий Условию 1 или Условию 2 или находится в состоянии, граничащем с хаосом, надо лишь отслеживать статистическую управляемость и среднюю долю дефектных изделий с помощью карт, построенных на основе текущих испытаний малых выборок (как и в любом случае), предпочтительно в сотрудничестве с поставщиком и на его территории".
Другие условия, наблюдаемые на практике (Эдвардс Деминг)
Промежуточное положение распределения с умеренным отклонением от статистической управляемости.
Теперь мы проанализируем два типа промежуточных ситуаций для распределения доли дефектных изделий во входящих партиях. Возможно, используя собственные контрольные карты, или карты поставщика, или карты, ведущиеся сообща, мы сможем предсказать, что лишь малая часть распределения попадет в область справа от точки равновесия. Для этого случая мы можем принять правило «никакого контроля». Это правило даст нам возможность приблизиться к минимуму средних полных затрат при условии, что та часть распределения, которая лежит справа от точки равновесия, невелика.
Обратная ситуация: только малая часть распределения доли дефектных изделий во входящих партиях лежит слева от точки равновесия. Зная это, можно смело принимать правило 100 %-ного контроля входящих партий.
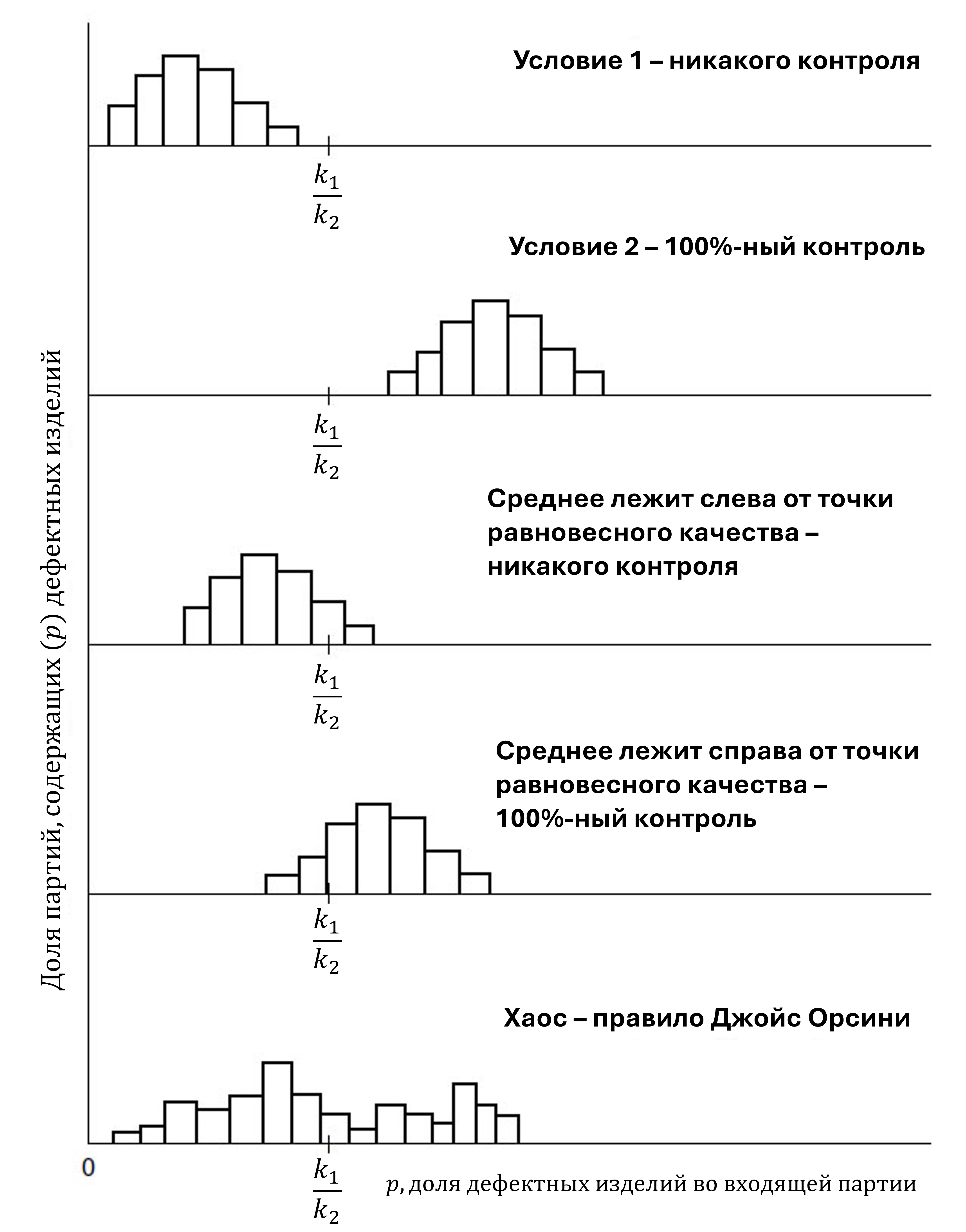
Рис. 1. Возможные ситуации при получении входящей продукции партиями.
Точка Б – точка равновесного качества, в которой p = k
1
/k
2
. Источник:
[2]
Эдвардс Деминг, Выход из кризиса
Тренд в доле дефектных изделий во входящих партиях
Предположим, что сформировался тренд в сторону возрастания доли дефектных изделий. Сегодня мы находимся в зоне Условия 1 и не проводим контроля, но (p) зависит от времени и возрастает, возможно, с постоянной скоростью и, возможно, нерегулярно. Через два дня мы попадем в зону Условия 2: мы предупреждены. Контрольные карты поставщика или наши выявят тренд, если он существует. Эта проблема легко разрешима.
Проблемы, вызываемые переключением между различными поставщиками
Из-за изменения источников материалов на входе в систему всегда возникают проблемы. Ограничимся рассмотрением двух источников. Если оба источника хорошо или умеренно статистически управляемы и могут быть отделены друг от друга, то в принципе каждый источник удовлетворяет Условию 1 или Условию 2, в зависимости от того, попадает ли среднее этого источника влево или вправо от точки равновесия. На словах эта идея проста, но на некоторых заводах может оказаться трудновыполнимой.
Если материалы из двух источников перемешиваются однородно, находясь в постоянной пропорции и если оба источника демонстрируют достаточную статистическую управляемость, тогда смешанные партии можно рассматривать как биномиальную смесь, минимальной средней стоимости контроля которой можно достигнуть с помощью правила «все или ничего».
Материалы из двух источников приносят дополнительные проблемы производству. Однородная смесь материалов из двух источников – наихудший вариант для производственного менеджера.
Первым делом следует сократить число поставщиков до одного. Если продукцию переменного качества поставляет один источник, тогда поставщик и его потребитель должны совместно работать над её улучшением, стремясь соблюсти Условие 1 и в конце концов достичь нуля дефектов.
Состояние хаоса
Решить, что делать, в ситуации, когда положение распределения незначительно колеблется ближе-дальше от точки равновесия, относительно легко.
Вблизи точки равновесия не имеет особого значения, проводим ли мы 100 %-ный контроль или не проводим никакого контроля. Я бы выбрал 100 %-ный контроль, чтобы собрать информацию так быстро, как это только возможно. Если мы не можем утверждать, что качество входящих материалов преимущественно находится справа или слева от точки равновесия, а, напротив, колеблется в широких пределах, проходя через точку равновесного качества, значит, мы находимся в состоянии хаоса.
1. Такое недопустимое положение может возникнуть при поставке материала с большой вариабельностью и непредсказуемым качеством из одного источника.
2. Такой разброс вокруг точки равновесного качества может быть следствием получения материала из двух или более источников с сильно разнящимся качеством. При этом переключение с одного источника на другой осуществляется бесконтрольно, без продуманной последовательности. Следует как можно быстрее выйти из этого состояния и перейти на Условие 1. Но партии продолжают поступать, и мы должны с ними что-то делать. Как нам с ними поступать?
Если бы каждая партия приходила с ярлыком, сообщающим нам долю дефектных изделий в ней, проблемы не возникло бы. Мы достигли бы минимальных средних полных затрат, помещая каждую партию, одну за другой, справа или слева от точки равновесия и применяя от партии к партии правило «все или ничего».
Но партии не промаркированы. Вместе с тем в состоянии хаоса существует некоторая корреляция между качеством изделий в выборке и оставшейся частью партии. Поэтому в состоянии хаоса можно испытывать выборки и с помощью некоторого правила принимать решение о том, посылать ли оставшуюся часть в производство полностью или проводить отбраковку.
Выборки при любом правиле их использования будут приводить к тому, что некоторые партии попадут не на ту сторону от точки равновесия, следствием чего будет максимизация полных затрат для неправильно идентифицированной партии.
В состоянии хаоса можно было бы склониться к 100 %-ному контролю. В таком решении есть определенный смысл.
Никогда не оставаться без информации
Правило отсутствия входного контроля не означает езды в темноте с выключенными фарами. Следует просматривать все входящие материалы (возможно, с пропуском некоторых партий) с целью получения информации и сравнения фактической поставки с отгрузочными накладными поставщика, контроля проведенных им испытаний и прилагаемых контрольных карт. Если имеются два поставщика, ведите записи отдельно для каждого.
Следующий совет – перейти для каждого изделия к одному поставщику на основе долговременных взаимоотношений и работать с ним над совершенствованием входящего качества.
Разрушающие испытания
Предшествующая теория основана на испытаниях без разрушения опытного образца. Некоторые испытания связаны с разрушением, они разрушают контролируемую выборку. Пример – долговечность лампочки, число тепловых калорий при сгорании кубического фута газа, или время работы плавкого предохранителя, или проверка содержания шерсти в куске ткани. Отбраковка всей партии не имела бы смысла, поскольку передавать в производство было бы нечего.
Очевидно, что для разрушающих испытаний единственное решение – достижение состояния статистической управляемости в производстве деталей, чтобы сразу делать их правильно. Это решение – наилучшее как для разрушающих, так и для неразрушающих испытаний.
Вероятность дефектной сборки из многих деталей
В предшествующих разделах речь шла о простых изделиях, состоящих из одной детали. Некоторые детали могут в целях минимизации полной стоимости потребовать 100 %-ного контроля. Однажды проверенные, они не приведут к отказу сборки (узла). Остальные детали не будут проверены, и дефектная деталь, если она попадет в производство, послужит причиной отказа. Предположим, у нас две непроверенные детали.
Две непроверенные детали имеют доли дефектных p 1 и p 1 . Тогда вероятность того, что сборка откажет, будет равна:
Pr (откажет) = 1 – Pr (не откажет) = 1 – (1 – p 1 )(1 – p 2 ) = p 1 + p 2 – p 1 p 2
Если оба значения p 1 и p 2 -малы, то эта вероятность будет близка к значению:
Pr (откажет) = p 1 + p 2
Простой способ написать вероятность отказа для любого числа деталей состоит в использовании диаграмм Венна (описан в любой книге по теории вероятностей).
При условии, что все p i малы. Обобщение на m деталей дает:
Pr (откажет) = p 1 + p 2 + … + p m
Таким образом, вероятность отказа возрастает по мере того, как увеличивается число деталей. Радиоприемник может иметь 300 деталей, хотя это число будет зависеть от того, как вы их считаете. Автомобиль может иметь 10 000 деталей, опять в зависимости от того, как считать. Радиоприемник в автомобиле – это одна деталь или 300? Топливный насос – это 1 деталь или 7? Как бы вы ни считали, число деталей в одной сборке может быть огромным.
` Но есть и другая проблема: k 2 (стоимость исправления дефектной сборки) растет по мере увеличения числа деталей. Когда сборка отказывает, какая деталь виновата? Слишком легко поставить неверный диагноз. Более того, из двух деталей обе могут оказаться дефектными.
В отношении изделий, состоящих из многих деталей:
1. Мы можем допустить, чтобы только несколько деталей соответствовали Условию 2 (100 %-ный контроль); в противном случае стоимость контроля будет чрезмерной.
2. Для остальных деталей допустимо только качество, близкое к нулю дефектов.
Сборки из сложных узлов
Возможная экономия при создании вспомогательных подсистем. В предшествующей теории стоимость k 2 обычно возрастает (возможно 10-кратное увеличение) с каждым этапом работы процесса и может достигать очень высоких значений при окончательной сборке. Иногда можно избежать излишне высоких затрат, создавая подсистемы, которые движутся вдоль потока собранными и формируют финишную продукцию. Некоторые подсистемы, пройдя через контроль и потребовав незначительных замен и регулировки, образуют новую точку отсчета. Стоимость k 2 теперь будет стоимостью контроля и наладки подсистемы. Теория совместно с полезными записями, отражающими опыт, может показать, что некоторые подсистемы вообще не нуждаются в проверке, в то время как другие надо подвергнуть 100 %-ному контролю во избежание роста затрат по ходу процесса. Теория, изложенная в этой главе, позволяет принять верное решение.
Наша цель в предшествующих разделах – показать, что существуют способы минимизации затрат и максимизации прибыли, если руководствоваться правильной теорией.
В то же время мы прилагаем все усилия с целью полного исключения дефектных изделий из процесса. Мы делаем это систематически, сравнивая результаты наших испытаний с результатами поставщика и применяя подходящие статистические методы, такие как X- и R-карты (контрольных карт Шухарта).
Плодотворное сотрудничество с поставщиком деталей, особенно критических, и успешные испытания и регулировка подсистем сводят все основные проблемы при окончательном контроле систем к редчайшим событиям.
Поступающий материал - побочный для поставщика
Когда критичный для покупателя материал для поставщика может быть побочным продуктом, составляющим менее 1 % его бизнеса. Вряд ли стоит ожидать от поставщика, что он возьмет на себя расходы и риск установки оборудования для совершенствования продукции.
Возможная рекомендация – рассматривать такой материал как железную руду или другое входящее сырье, которое поступает с большой вариабельностью и не очищено. Установите собственную систему очистки материала или воспользуйтесь услугами сторонней компании. Этот план в некоторых случаях эффективен.
Трудности обнаружения редких дефектов
Редкие дефекты трудно обнаружить. По мере того как доля дефектных изделий уменьшается, все труднее определить, насколько мало их число. С помощью контроля нереально обнаружить все дефекты, особенно когда они редки, и это верно как для визуального, так и для автоматического контроля. Нет никаких оснований верить больше изготовителю, который заявляет, что имеет только 1 дефект на 10 000, чем тому, кто декларирует 1 дефект на 5000 изделий. В обоих случаях такую пропорцию трудно оценить.
Так, если бы (p) было равно 1/5000 и если бы процесс находился в статистически управляемом состоянии, то следовало бы проверить 80000 деталей, чтобы найти 16 дефектных.
Григорьев С. П.:
5000×16=80000
Эти данные дали бы оценку средней доли дефектной продукции p = 1/5000 для производственного процесса со стандартной ошибкой σ = √16 = 4. Такая оценка доли дефектных неточна, несмотря на трудность контроля партии объемом 80000 деталей. Возникает вопрос: оставался ли процесс стабильным в течение всего времени изготовления 80000 деталей? Если нет, то каков смысл числа 16 дефектных изделий? Трудный вопрос.
Григорьев С. П.:
В этом случае, если процесс поставщика находится в статистически управляемом состоянии, подразумевается его функционирование вокруг среднего значения c = 16 дефектов для партий в виде подгрупп размером 80000 деталей со значениями верхней (ВКГ, UCL) и нижней (НКГ, LCL) контрольных границ C-карты: UCL, LCL = c ±3σ или UCL, LCL = с ±3√c, что даёт в результате разброс значений вокруг среднего (с=16) в пределах ±12.
С формулами можно познакомиться в ГОСТ Р ИСО 7870-1-2011 (ISO 7870-1:2007), ГОСТ Р ИСО 7870-2-2015 (ISO 7870-2:2013) - Статистические методы. Контрольные карты Шухарта [11] .
Для вычисления (σ) Деминг использует C-карту числа дефектов на постоянную область определения равную 80000 деталей.
Почему 16? Среднее значение (16) легко позволяет сделать расчёт значения (σ) для C-карты и обеспечивает наличие нижней и верхней контрольных границ.
Таким образом, для заявления поставщиком такой доли дефектов (1/5000) требуется иметь представление о стабильности его производственного процесса, которую можно подтвердить только с помощью контрольных карт Шухарта, и контрольная карта должна должна быть построена, например, как минимум, по восьми точкам, где каждая точка это число дефектов на партию 80000 деталей с возможными целыми значениями от 4 до 28 дефектов, распределённых по эмпирическом правилу вокруг среднего значения: 16 дефектов на партию 80000 деталей.
Почему нельзя было осуществить эти простые математические операции со средним значением дефектов с=1 для постоянной области определения в 5000 деталей? Да потому, что вы не сможете получить точки из целых чисел числа дефектов на контрольной карте ниже среднего значения с=1, кроме нуля. Хотя математически в расчётах легко получить десятичное число, например, = 0,3, как вы представляете возможность получить в реальных условиях число 0,3 дефектов в проверенной партии (подгруппе)?
Существуют примеры, когда на миллионы деталей нет ни одного отказа либо их число очень мало или они отсутствуют на 10 млрд. Никакой контроль готовой продукции не поможет получить требуемую информацию, когда доля дефектных изделий столь мала. Единственный возможный способ узнать, что происходит при столь крайних требованиях, – это использование контрольных карт с реальными измерениями деталей в ходе процесса. Сто наблюдений, таких как 4 изделия подряд 25 раз в день, дали бы 25 выборочных точек для X– и R-карт средних и размахов подгрупп. Контрольные карты Шухарта (Shewhart control chart) показали бы, идет ли процесс без изменений, или где-то произошел сбой и выпуск ряда изделий надо остановить, пока причина не будет обнаружена. Как только причина найдена, можно принять решение забраковать всю совокупность продукции за определенный период или пропустить некоторые изделия. Всё возрастающие возможности контрольных XbarR-карт средних и размахов подгрупп становятся всё более очевидными.
Григорьев С. П.: Дональд Уилер в статье Контрольные карты для альтернативных данных (подсчётов) p-карта, np-карта, C-карта и u-карта или одна XmR-карта индивидуальных значений? усиливает эту рекомендацию Эдвардса Деминга:
"Поскольку редко имеет смысл использование дискретных величин (подсчётов), когда можно получить результаты измерений, использование атрибутов, в общем, ограничивается такими ситуациями, когда можно подсчитывать «ляпы». Однако определение «ляпа» обычно представляет огромную трудность. Главная трудность в определении «ляпа» — это проблема операциональных определений ".
Использование резервирования
Иногда возможно и разумно при конструировании сложной аппаратуры поставить две или более детали параллельно, так чтобы, если одна из них откажет, другая автоматически взяла бы на себя её функции. Две параллельные детали, каждая со средней долей дефектности p i , эквивалентны одной со средней долей дефектности, равной p i ². Если, например, p i =1/1000, то p i ²=1/1000000.
Ограничения на вес и размеры, конечно, могут не позволить использовать резервирование.
Существуют и другие проблемы: сработает ли резервная деталь, когда понадобится? Возможно, наилучшее решение – это высокая надежность единичной детали.
Заключение
Дефектные материалы и работа недопустимы в производственном процессе. Изложенная выше теория учит нас, как важно не мириться с дефектными материалами ни на каком этапе производства. Продукт одной операции – это входящий материал для следующей. Дефектный материал, произведенный однажды, остается таким до тех пор, пока изъян не обнаружится, если повезет, позднее при испытаниях, тем не менее исправление и замена обойдутся недешево.
Состояние статистической управляемости имеет явное преимущество. Чтобы узнать, соответствует ли входящий поток партий Условию 1 или Условию 2 или находится в состоянии, граничащем с хаосом, надо лишь отслеживать статистическую управляемость и среднюю долю дефектных изделий с помощью контрольных карт Шухарта, построенных на основе текущих испытаний малых выборок (как и в любом случае), предпочтительно в сотрудничестве с поставщиком и на его территории.
Исключения
Многие входящие материалы не подчиняются теории, изложенной выше. Например, цистерна с метанолом после перемешивания с помощью воздушного шланга. Проба метанола, взятая практически из любой части цистерны, будет почти одинаковой. Однако химические компании берут пробы метанола на нескольких уровнях. Возможно, более близкий пример – отбор порции джина или виски. Мы согласны с тем, что не имеет значения, откуда мы берем порцию: сверху, из середины бутылки или со дна.
Пояснение Григорьев С. П.: В абзаце выше речь идет об исключительных случаях, когда результат контроля выборки можно отнести на всю партию.
Нагрев доменной печи создает проблемы, это еще один пример, к которому теория данной главы неприменима. Нагрев неоднороден. Некоторые компании берут маленькие образцы из каждой разливки. Эти образцы, если их проанализировать, дают данные для карты хода процесса, которая могла бы показать вариации качества от первой и до последней разливки, что дает ключ к улучшениям
Пояснение Григорьев С. П.: В абзаце выше речь идет об исключительных случаях, когда процесс по определению неоднороден на разных стадиях протекания с возможностью отбора одного образца от каждой стадии, в таких случаях для анализа вариации между разными партиями (разливками) требуется использовать контрольную XmR-карту индивидуальных значений.
Смотрите открытое решение: Проблемы применения таблиц выборочного приёмочного контроля качества .