Соответствующая спецификации (допуску) продукция, действительно соответствующая? А дефектная продукция, действительно дефектная?
Статью подготовил: научный директор Центра AQT
Григорьев С. П.
с использованием материалов, любезно предоставленных ему Дональдом Уилером:
[19] Откуда берутся производственные спецификации? (Where Do Manufacturing Specifications Come From?)
[20] Эта деталь в допуске? (Is the Part in Spec?)
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
"За последние 20 лет стало модным осуждать процессы измерения, которые не совершенны. Однако реальность такова, что мы всегда должны использовать несовершенные данные. Учитывая этот жизненный факт, как мы можем узнать, соответствует ли измеряемый объект техническим характеристикам (допускам)? Другими словами, как мы можем сделать поправку на погрешность системы измерений при описании продукта относительно полей допусков?".
Производство
Потери из-за присутствия граничных значений
Изделия в граничных значениях, из-за неизбежной ошибки системы измерения, всегда будут иметь неопределенность дефектное изделие или нет на самом деле. Обратите внимание, что количество изделий с граничными значениями будет увеличиваться с ухудшением центрированности процесса относительно границ допуска (Рис. 1и Рис. 2) и уменьшаться с уменьшением ширины распределение контролируемого параметра (Рис. 3). Это особенно важно, если вам приходится разделять продукцию на годную и негодную относительно ваших границ допусков или спецификаций перед отгрузкой покупателю.
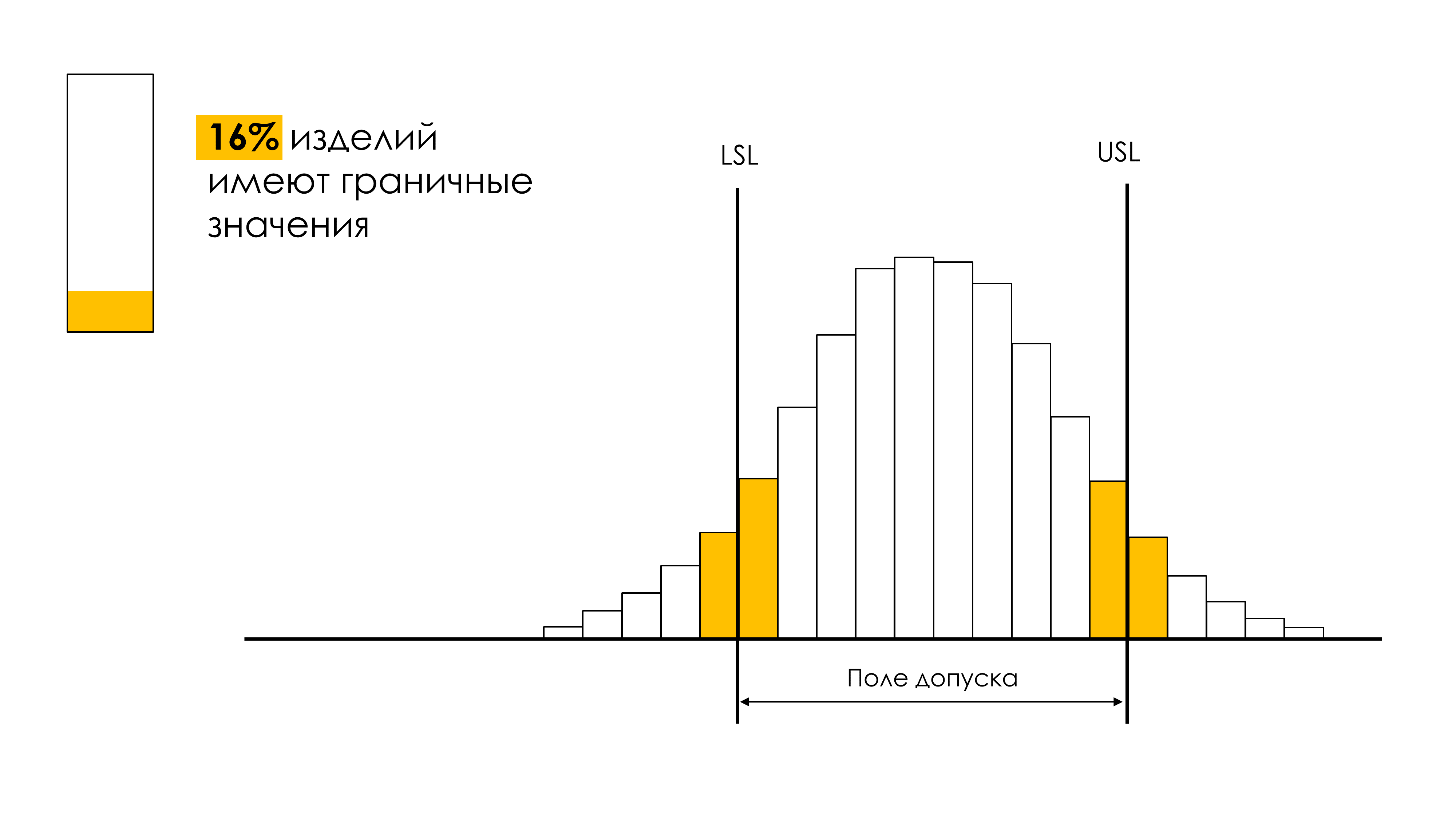
Рисунок 1. Граничная продукция (продукция на границах поля допуска) процесса, работающего шире поля допуска - 1.
Условные обозначения: LSL и USL - нижняя и верхняя границы допуска (спецификации). Процесс хорошо центрирован в поле допуска.
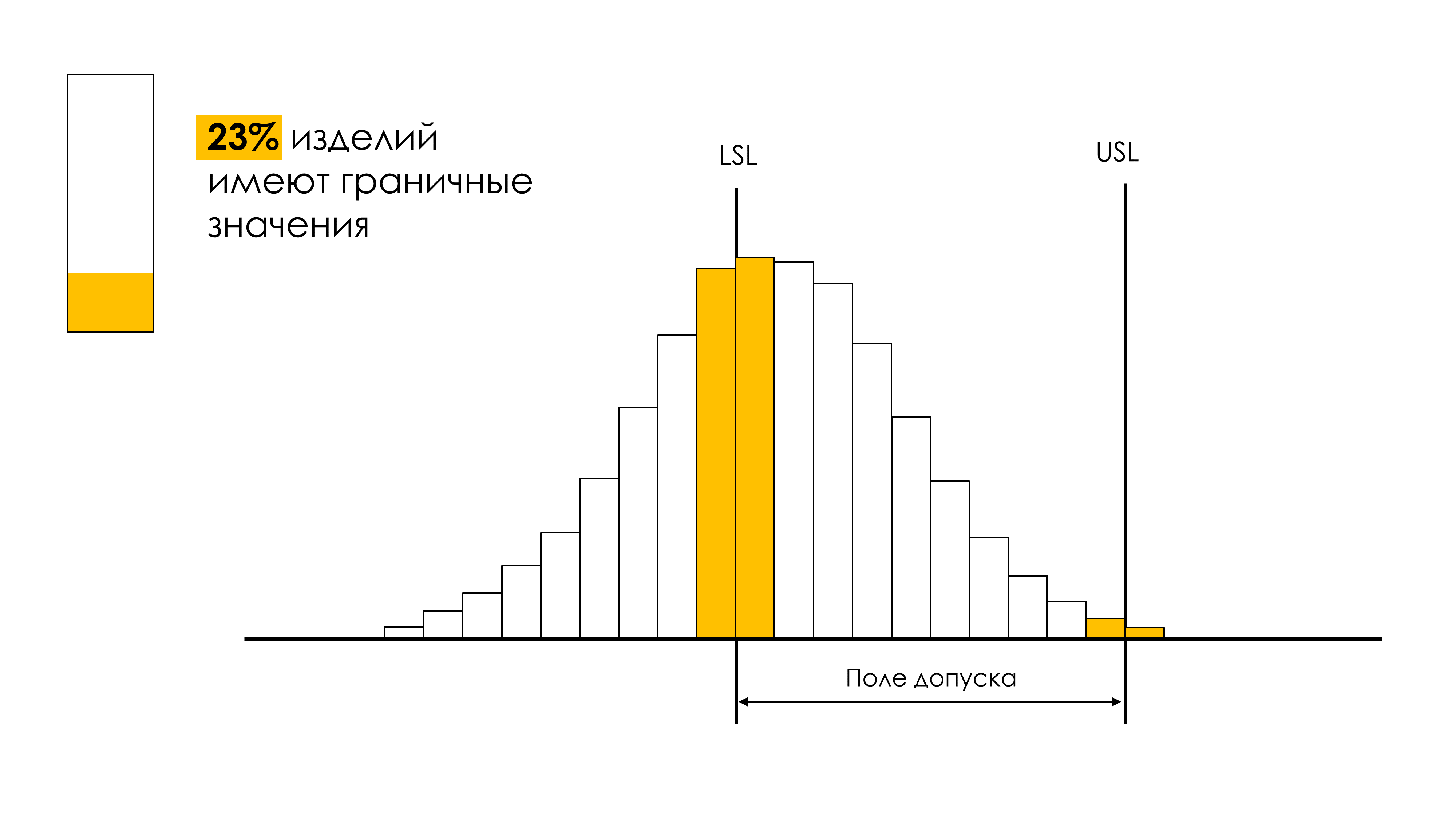
Рисунок 2. Граничная продукция (продукция на границах поля допуска) процесса, работающего шире поля допуска - 2.
Условные обозначения: LSL и USL - нижняя и верхняя границы допуска (спецификации). Процесс плохо центрирован в поле допуска.
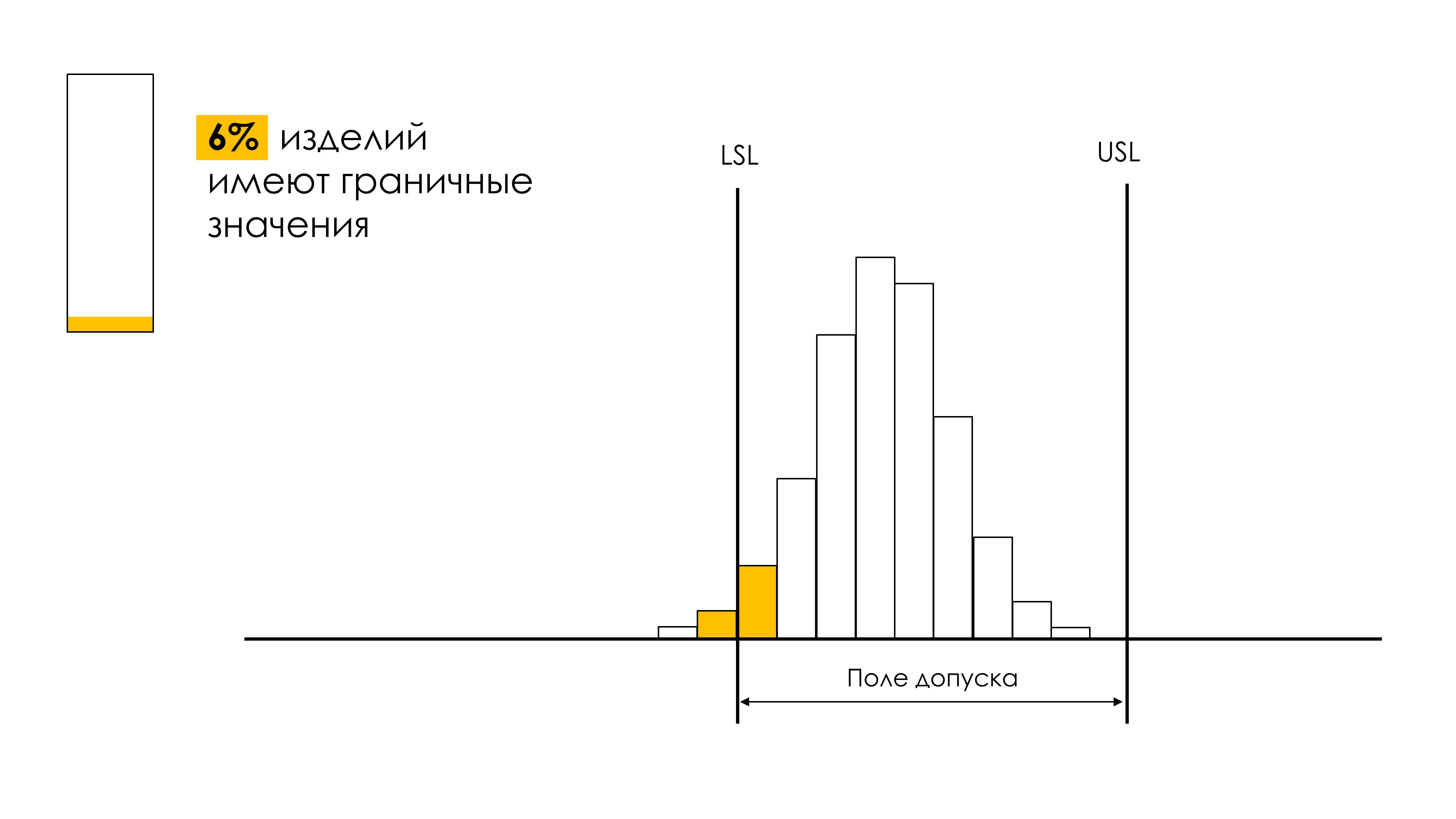
Рисунок 3. Граничная продукция (продукция на границах поля допуска) смещенного относительно центра поля допуска процесса.
Условные обозначения: LSL и USL - нижняя и верхняя границы допуска (спецификации). Процесс работает значительно уже чем на Рис. 1, с некоторым смещением от центрированного положения.
Дональд Уилер в своей статье [20] "Это деталь в допуске?"" (Is the Part in Spec?) рекомендует производить такое разделение на годную и негодную продукцию по сжатым границам поля допуска (полю браковки). Так, если требуется быть уверенными, что отгружаемая вами продукция, как минимум, на 85%, 96%, 99% или 99,9% соответствует требованиям спецификации, вам придется сузить установленные покупателем границы допусков на соответствующее количество вероятных ошибок (probable error) вашей системы измерения, получив таким образом поле браковки (смотрите рисунки 2-6 ниже).
"Учитывая компромисс между более жесткими спецификациями и более высокими вероятностями, а также учитывая, что вероятность минимальна, я рекомендую использовать 96-процентные производственные спецификации в большинстве ситуаций".
Потери предприятия, чьи процессы выходят за границы полей допусков, легко предположить. Надо будет принять решение, что делать с забракованной продукцией. Эти потери дополняться работой контролеров по 100% контролю при разделении продукции на соответствующую спецификации и несоответствующую. Контролеры обязательно должны будут найти для этого время, а предприятие оплатить эту работу.
"Зависимость от инспекции опасна и дорогостояща".
Лучшее решение - добиваться функционирования процессов в таких пределах, когда деление на годную и негодную продукцию не потребуется вовсе (смотрите Рисунок 9, ниже).
"Единственный способ избежать поставки некоторого несоответствующего продукта - это в первую очередь избегать изготовления несоответствующего продукта".
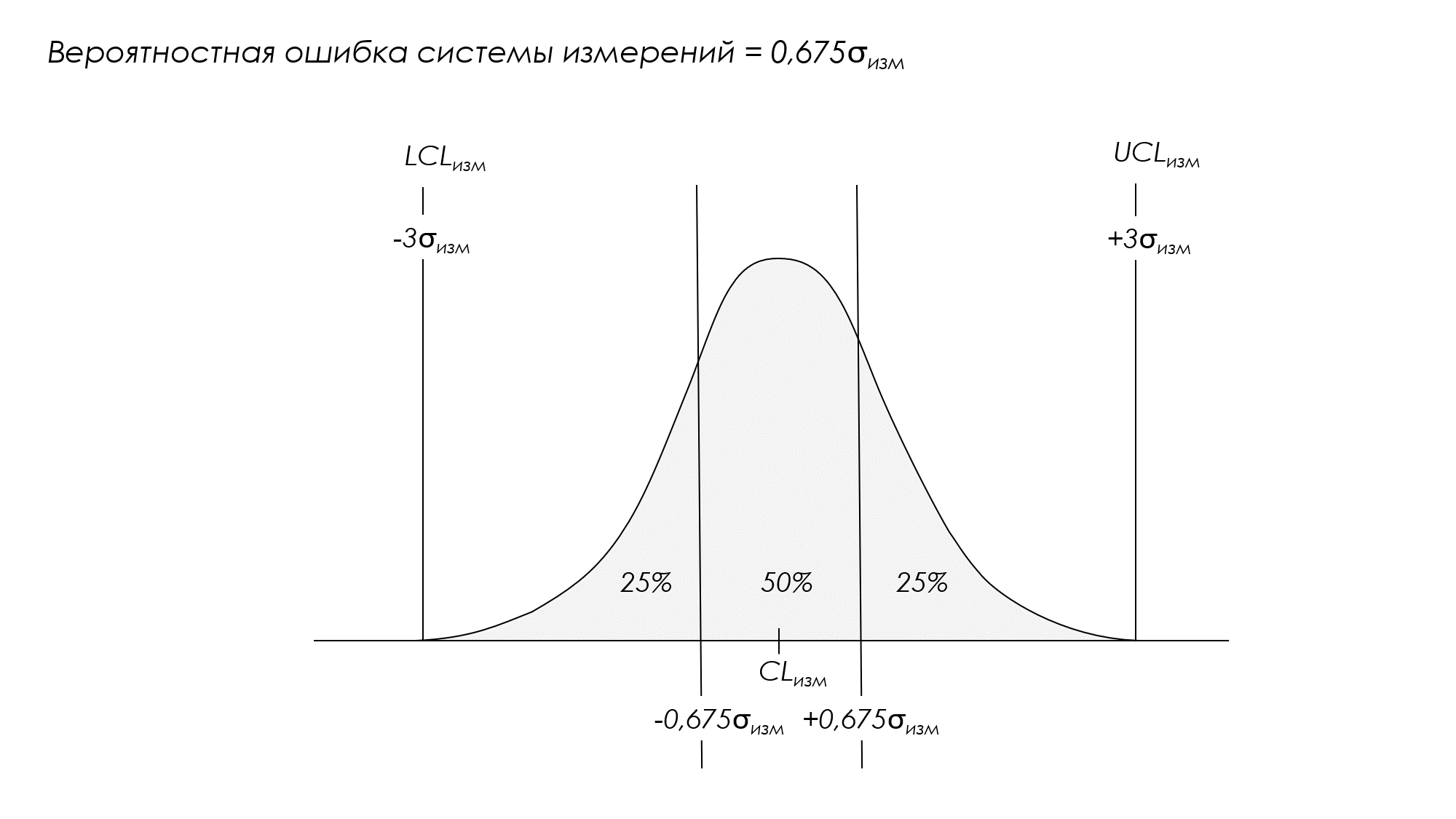
Рисунок 4. Вероятная ошибка (probable error) стабильной системы измерений, равная 0,675σ
изм
Условные обозначения: LCL и UCL - нижняя и верхняя границы процесса многократного измерения одного эталона; CL - среднее несмещенной измерительной системы, которое должно соответствовать эталону.
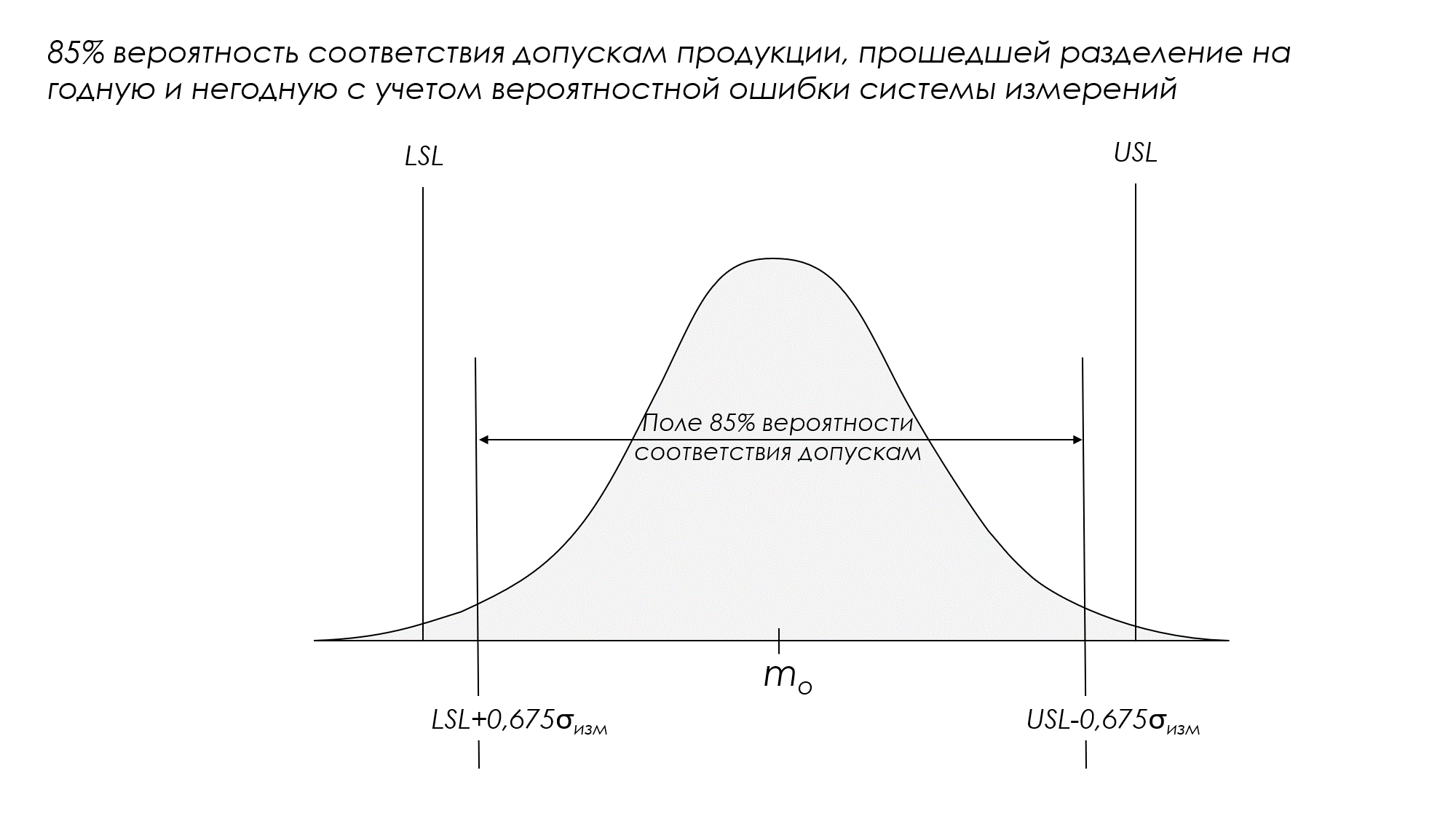
Рисунок 5. Обеспечение 85% вероятности соответствия допускам продукции, прошедшей разделение на годную и негодную с учетом двустороннего сужения границ допусков на одну вероятную ошибку (probable error) системы измерений.
Условные обозначения: LSL и USL - нижняя и верхняя границы поля допуска (спецификации); m0 - номинальное значение поля допуска.
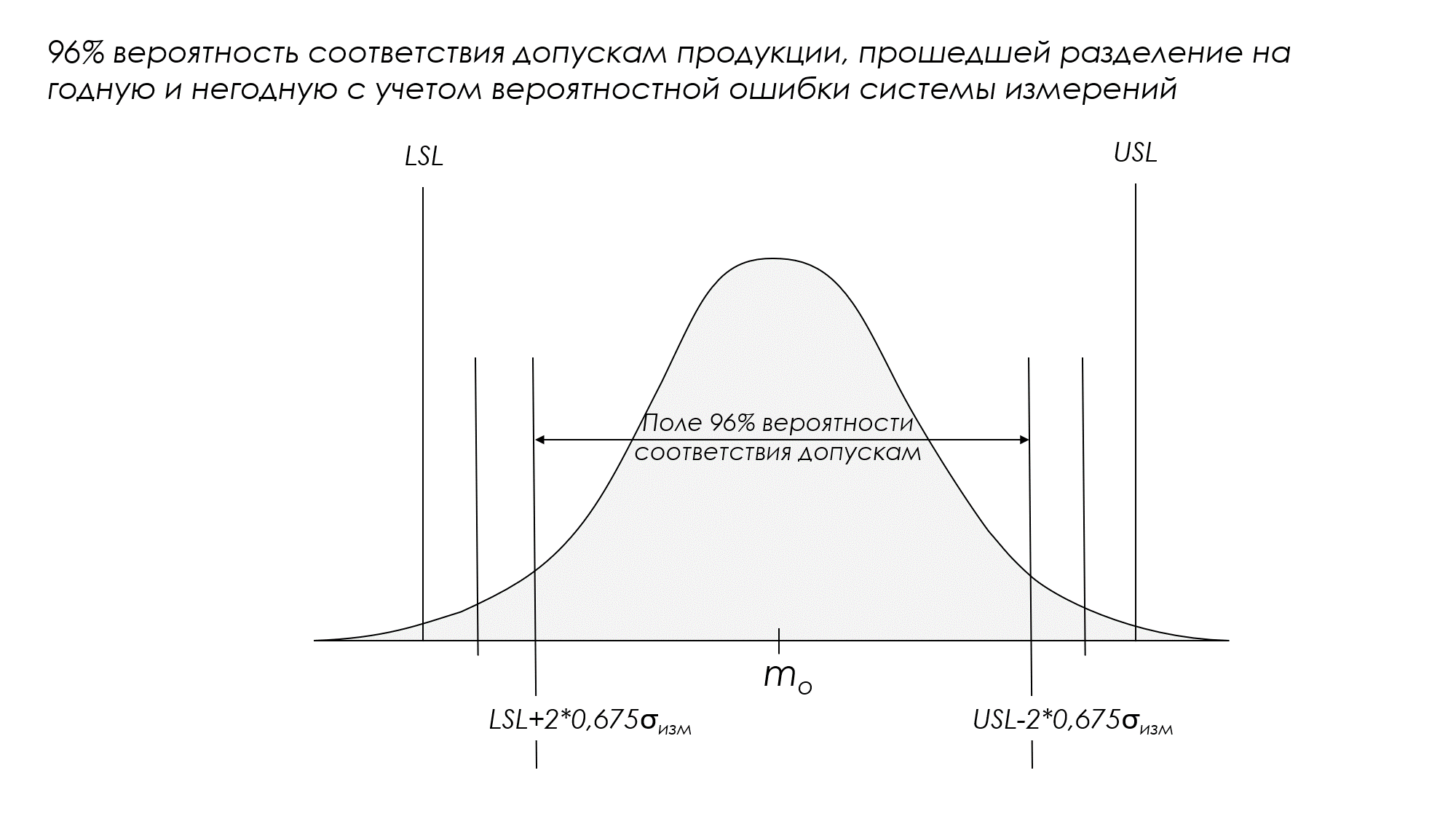
Рисунок 6. Обеспечение 96% вероятности соответствия допускам продукции, прошедшей разделение на годную и негодную с учетом двустороннего сужения границ допусков на две вероятные ошибки (probable error) системы измерений.
Условные обозначения: LSL и USL - нижняя и верхняя границы поля допуска (спецификации); m0 - номинальное значение поля допуска.
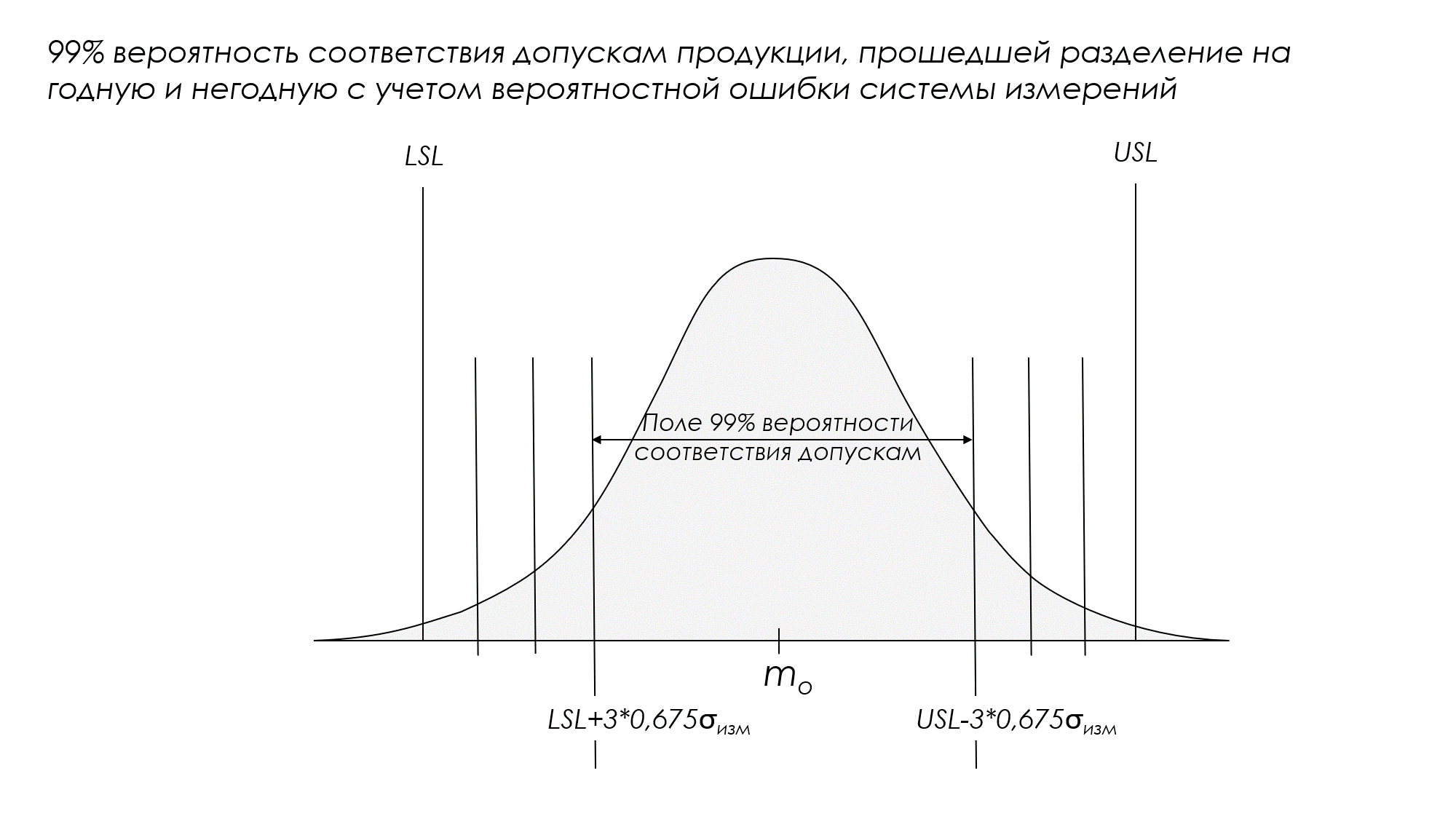
Рисунок 7. Обеспечение 99% вероятности соответствия допускам продукции, прошедшей разделение на годную и негодную с учетом двустороннего сужения границ допусков на три вероятные ошибки (probable error) системы измерений.
Условные обозначения: LSL и USL - нижняя и верхняя границы поля допуска (спецификации); m0 - номинальное значение поля допуска.
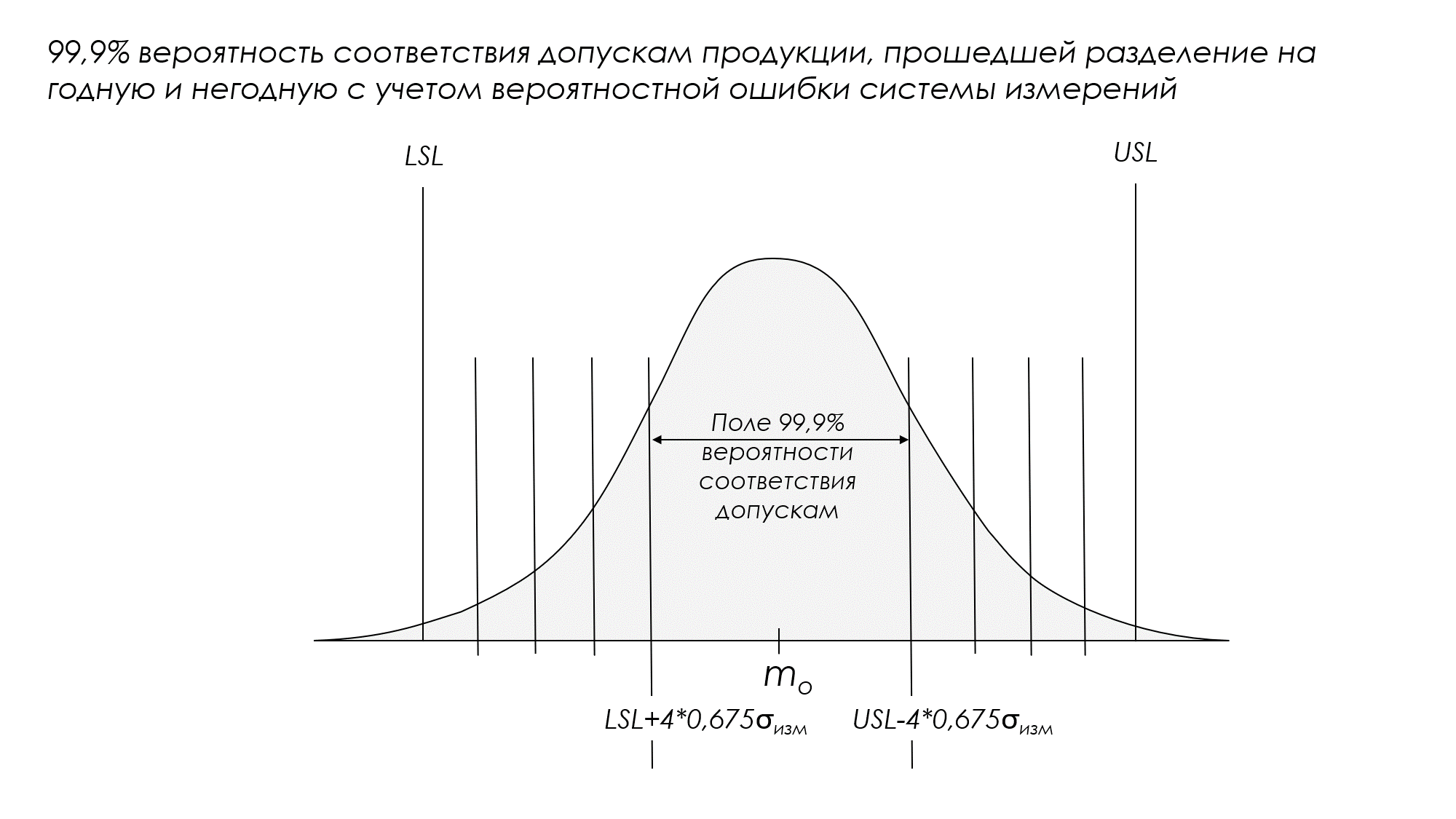
Рисунок 8. Обеспечение 99,9% вероятности соответствия допускам продукции, прошедшей разделение на годную и негодную с учетом двустороннего сужения границ допусков на четыре вероятные ошибки (probable error) системы измерений.
Условные обозначения: LSL и USL - нижняя и верхняя границы поля допуска (спецификации); m0 - номинальное значение поля допуска.
"Лучше избегать сжигания тоста. Если вы сожжёте тост, придется подумать о том, как его очистить, что бы съесть хотя бы часть".
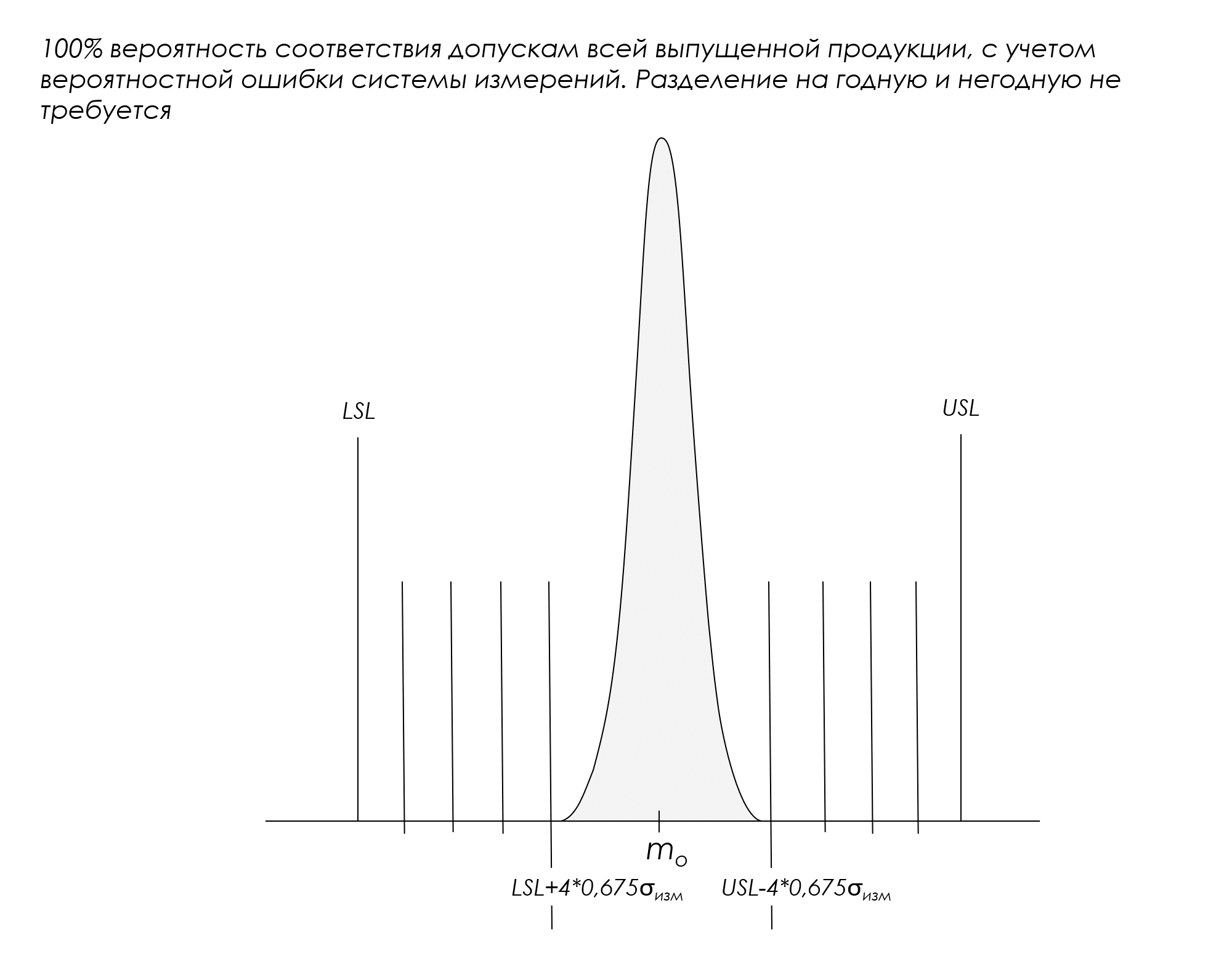
Рисунок 9. Обеспечение 100% вероятности соответствия допускам всей выпущенной продукции, с учетом двустороннего сужения границ допусков на четыре вероятные ошибки (probable error) системы измерений. Деление на годную и негодную продукцию не требуется.
Условные обозначения: LSL и USL - нижняя и верхняя границы поля допуска (спецификации); m0 - номинальное значение поля допуска.
Действительно ли отбракованная продукция является бракованной?
Для процессов, которые работают шире сжатых границ допусков, после разделения продукции на годную и негодную с выбранной вероятностью годности, наступит следующий этап проверки продукции, отбракованной по сжатым границам допусков.
Далее вам придётся придётся определиться, действительно ли отбракованная продукция является бракованной, опять же с некоторой вероятностью? Например, вам придется проверить всю отбракованную продукцию, попавшую в зоны:
и USL+/-4×0,675σ изм .
Повторные измерения одной и той же единицы продукции с записью их среднего значения служат инструментом уменьшения ошибки системы измерений σ изм (n) и как следствие, вероятной ошибки (probable error) измерений 0,675σ изм (n).
Так, например, если вы делаете (n) повторных измерений с записью среднего значения, то вероятная ошибка (probable error) такой системы измерений будет:
0,675σ изм (n)= 0,675σ изм /√n
После чего будет необходимо по среднему значению (n) измерений каждой единицы принять решение о её годности относительно нового поля браковки, а именно, границ допуска суженных, например, на четыре вероятностные ошибки системы измерений с (n) повторений 0,675*σ изм (n) для, как минимум, 99,9% вероятности соответствия допуску ранее забракованной продукции:
LSL+4*0,675*σ изм /√n и USL-4*0,675*σ изм /√n
Легко понять что, например, 4 повторных измерения для каждого граничного измерения даст улучшение (уменьшение вероятной ошибки (probable error)) системы измерения в два раза:
√n=√4=2
Это может вернуть в годную некоторую часть ранее отбракованной по сжатым границам допусков продукции. И скорее всего, вам придётся нанять армию контролёров для этой работы.
Повторюсь. Лучшее решение - заняться улучшением функционирования процессов в таких пределах, когда деление на годную и негодную продукцию вообще не потребуется (Рисунок 9.)
"Вам нужно будет либо работать над улучшением системы измерения, либо работать над улучшением производственного процесса.
Модернизация измерительной системы приведет к увеличению накладных расходов. Это не сделает продукт лучше. Это не исключит необходимости проведения осмотра. Это просто снизит вашу производительность, увеличив затраты, связанные с поиском подгоревшего тоста.
Совершенствование производственного процесса позволит снизить как избыточные издержки производства, так и избыточные издержки использования. Кроме того, как неоднократно доказывалось, эти улучшения процесса обычно могут быть достигнуты без капитальных затрат и без необходимости совершенствования несовершенной системы измерения. Всегда лучше научиться прекращать сжигать тосты, чем быть скребком для тостов мирового класса.
Именно поэтому чрезмерный интерес к качеству измерений является контрпродуктивным. Несовершенные (но стабильные) измерительные системы могут использоваться для существенного повышения качества и согласованности производственного процесса. Эти усовершенствования могут устранить необходимость в 100-процентном контроле при одновременном снижении других избыточных затрат как для производителя, так и для заказчика.
Однако, как мы уже видели, несовершенные измерения не сделают хорошей работы по сортировке продукта. Если мы сосредоточимся на улучшении системы измерения, чтобы мы могли сортировать продукт в соответствии со спецификациями (допусками), наши усилия, время и ресурсы будут потрачены на увеличение наших накладных расходов, а не на снижение наших затрат".
В разработанном нами ПО «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)» реализована функция преобразования поля допуска (клиентского поля допуска) в производственный суженный и смещённый допуск (приёмочный допуск) .
Если ваша система измерений находится в статистически устойчивом состоянии (оценивается с помощью XmR-карты 25-30 измерений тест-ретест одного и того же стандарта (эталона)), то на графике гистограммы индивидуальных значений вместе с контрольными границами процесса, могут быть отображены границы производственного допуска (спецификации), полученные с учётом ошибки и смещения измерительной системы для выбранных пользователем минимальных вероятностей (85%, 96%, 99% и 99,9%) соответствия допускам продукции. Эта функция используется при разделении продукции на годную и негодную с учётом соответственного сужения установленных границ клиентских допусков от одной до четырёх вероятных ошибок (probable error) системы измерений с каждой стороны соответственно.

Рисунок 10. На гистограмме распределения и точечном графике отображён клиентский допуск (LSL, NSL, USL), до применения суженного и смещённого поля производственного допуска. Рисунок подготовлен с использованием разработанного нами «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)» .
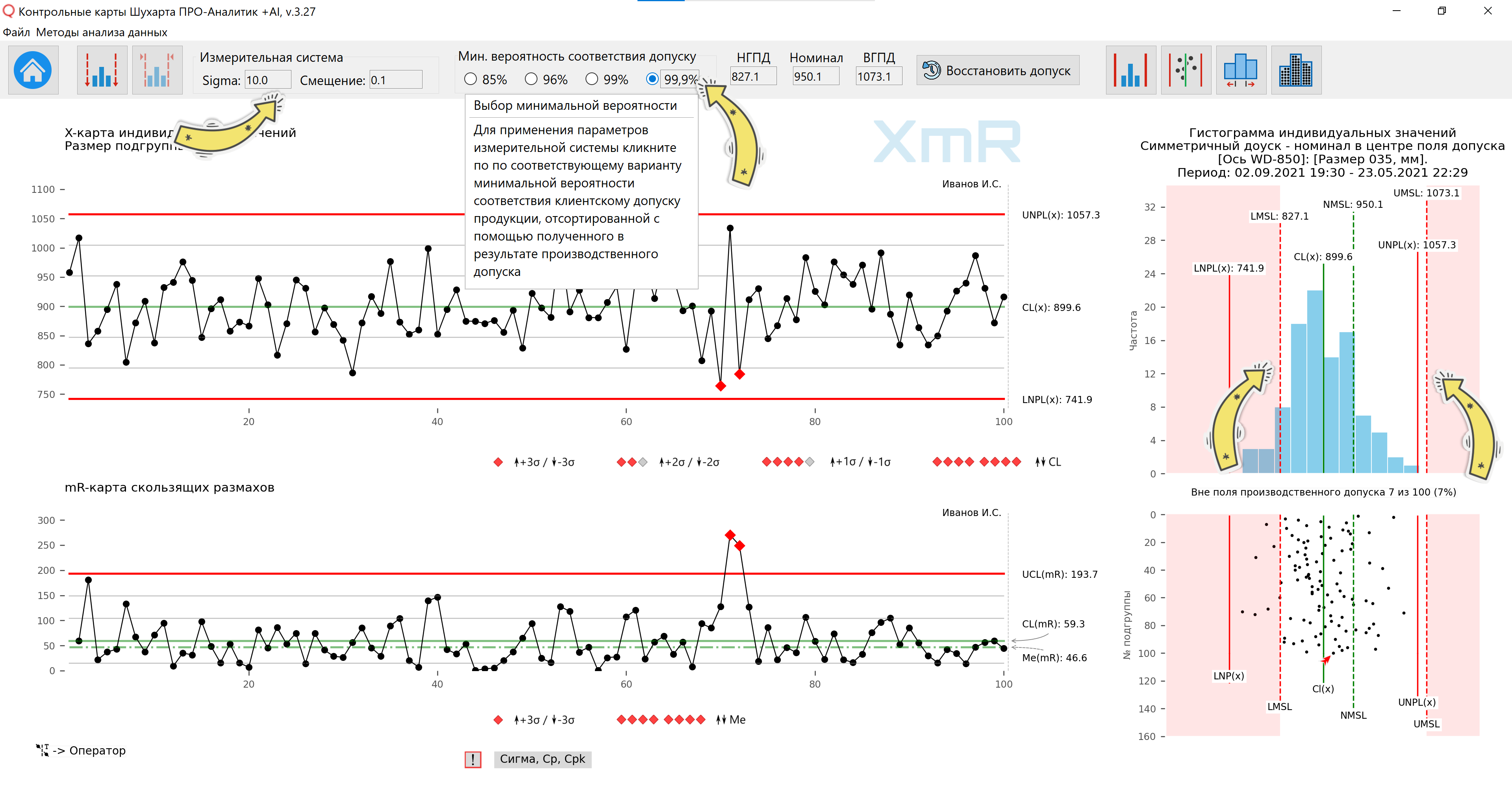
Рисунок 11. На гистограмме распределения и точечном графике отображёно суженное и смещённое поле производственного допуска, учитывающего ошибку (σ) и смещение измерительной системы. Выбрана минимальная вероятность (99,9%) соответствия клиентскому допуску прошедших отбраковку относительно производственного суженного допуска деталей (сужение с каждой стороны на 4 (четыре) вероятных ошибки измерительной системы). Условные обозначения к рисунку: LMSL(x) пр. - Lower Manufacturing Specification Limit / Нижняя граница производственного допуска; NMSL(x) пр. - Nominal Manufacturing Specification Line / Линия номинала поля производственного допуска; UMSL(x) пр. - Upper Manufacturing Specification Limit / Верхняя граница производственного допуска Рисунок подготовлен с использованием разработанного нами «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)» .
"Основная проблема менеджмента, лидерства и производства, как её сформулировал мой друг Ллойд Нельсон и как мы подчеркивали в предыдущих главах, заключается в непонимании природы вариаций и неумении интерпретировать её.
Усилия и применение методов совершенствования качества и производительности в большинстве компаний и правительственных учреждений фрагментарны, не предполагают ни общего компетентного руководства, ни цельной системы непрерывного совершенствования.
Каждому, независимо от занимаемой должности, необходимо обучение и развитие. В атмосфере разрозненности усилий люди движутся каждый в своем направлении, не имея возможности приносить бóльшую пользу компании и тем более развиваться".