Концепция вариабельности в управлении технологическими процессами
Источник: КРИЗИС УГЛЕДОБЫВАЮЩЕЙ ОТРАСЛИ И СОВРЕМЕННАЯ ТЕОРИЯ УПРАВЛЕНИЯ Нецветаев Александр Глебович, Рубаник Юрий Тимофеевич, Михальченко Вадим Владимирович / Кемерово, Кузбассвузиздат, 1998, 92 с., ISBN 5-202-00323-4, ББК У9(2Рос)305.651, Н 38
Комментарий: научный директор Центра AQT Григорьев С. П .
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
Разрабатывая контрольные карты, У. Шухарт ставил задачу улучшить качество за счет снижения вариабельности в технологических операциях. У. Эдвардс Деминг развил идею У. Шухарта, заложив её в основу своей философии менеджмента. Он исходил из того, что принципы управления в социальных и деловых системах подчиняются тем же объективным законам изменчивости, что и процессы в технических системах. Доктор У. Эдвардс Деминг убедительно показал, что не может быть и речи об эффективном управлении без понимания основ концепции вариабельности.
Концепция вариабельности и управление технологическими процессами
К задачам управления технологическими процессами можно отнести большое количество ситуаций, в которых необходимо принимать решения об изменении параметров процессов с целью достижения необходимого значения выхода. В частности, речь может идти о подстройке оборудования, изменении скорости процесса, регулировании уровня товарных запасов и т. п.
Существенной особенностью ситуации подобного типа является наличие определенного целевого значения, при этом лицо, управляющее процессом, может совершать действия, ухудшающие показатели эффективности процесса в случае, если не учитывается характер наблюдаемых вариаций.
Рассмотрим это на примере управления потоком газа на предприятии, производящем метан биогенного происхождения. [Winlow A. System Thinking. British Deming Association 8th Annual Conference Procedings, 1995]. Технология процесса была следующей. В выработанное карьерное пространство размещали городские отходы, которые затем покрывали слоем грунта. Под действием анаэробных бактерий начинался процесс разложения отходов, который сопровождался выделением метана в количествах, достаточных для его использования в качестве дополнительного источника энергии при производстве кирпича. Количество метана, поступающего в производственный процесс, регулировалось оператором путем открытия заслонки на газопроводе в моменты, когда его давление падало ниже некоторого требуемого значения. Контрольная карта для объема вырабатываемого газа показала, что процесс стабилен, но характеризуется чрезмерно большим разбросом (рис. 1).
Рисунок 1. Контрольная карта для объема газа (адаптирован из книги Winlow A. System Thinking. British Deming Association 8th Annual Conference Procedings, 1995.).
Было высказано предположение, что возможной причиной избыточной вариабельности является вмешательство в работу стабильной системы. Регулирование притока газа путем открытия заслонки в моменты, когда его давление падало ниже среднего значения, могло вносить дополнительную изменчивость в процесс. Вмешательство в процесс было прекращено, и он достаточно быстро пришел в новое состояние, характеризовавшееся не только значительно меньшим разбросом, но и более высоким значением среднего потока газа.
Дальнейшие исследования выявили природу механизма «раскачки» системы. В результате вмешательства в процесс генерации газа происходило угнетение деятельности анаэробных бактерий за счет интенсивного притока воздуха в моменты дополнительного открытия заслонки газопровода.
Рассмотренный пример иллюстрирует типичную в инженерной практике ошибку, связанную с вмешательством в работу стабильной системы. Пытаясь улучшить ситуацию, лицо, управляющее процессом, реагирует на отдельные отклонения, при этом упускает из виду, что отклонения эти могут являться проявлением системных свойств. В результате таких действий возрастает вариабельность на выходе системы - система «раскачивается», ухудшается её функционирование, возникают дополнительные потери (В этом случае реализуются правило 2 и 3 эксперимента с воронкой и мишенью . – Примечание Григорьев С. П.).
Комментарий
В ответ на предложение людей с пытливым умом, не поленившихся построить контрольную карту, предварительно оцифровав график с рисунка 3.4., я вношу свои комментарии к статье.
Контрольная карта, смотрите Рис. 2. уже выявила изменения в процессе (нестабильность под действием особых причин), но авторы статьи на это не обратили внимание и сообщили о стабильном состоянии процесса, упомянув лишь о "чрезмерно большом разбросе". Что значит "чрезмерно большой разброс" для этого процесса, по сравнению с чем чрезмерный, непонятно операциональное определение "чрезмерной".
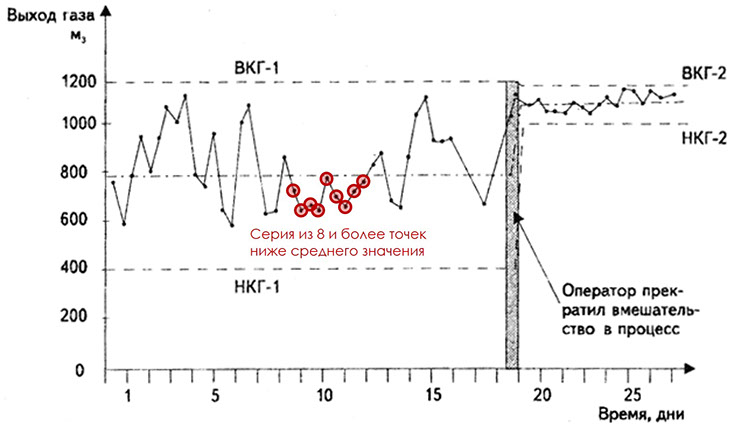
Рисунок 2. Контрольная карта для объема газа по рисунку 1. с выделенными точками, свидетельствующими о статистически значимых (достойных внимания) изменениях в системе под действием особых причин. mR-карта скользящих размахов подтвердила выход системы из стабильного состояния в тех же точках.
Авторы анализа должны были разобраться с особыми причинами, приведшими к нарушению стабильного состояния процесса в точках 20-28 (обведены красным цветом). Даже принимая во внимание, что с опозданием поиск особых причин всегда осложняется. А видимое невооруженным глазом на этом участке данных значительное снижение вариабельности, должно было заинтересовать авторов, для изучения условий протекания процесса, с признаками лучшего, с точки зрения вариабельности, состояния процесса. Что там происходило, какие действия предпринимались или, наоборот, не предпринимались по отношению к процессу, что было со входами в него?
Возможно, такое исследование выявило бы связь с уменьшенным вмешательством в процесс оператора, регулирующего открытие заслонки. Авторам не пришлось бы предполагать причины "чрезмерно" высокой вариабельности и проводить опасные эксперименты на технологическом процессе.
Постоянное вмешательство оператора (или автоматики) в управление стабильным процессом, действительно увеличивает разброс данных и требует значительно больших затрат на регулирование (частоты корректировок, понятных алгоритмов действий, лишней когнитивной активности оператора), чем простое наблюдение с помощью контрольных карт Шухарта за процессом, находящимся в статистически управляемом состоянии с помощью контрольных карт Шухарта.
Важно понимать, что цель непрерывного совершенствования процессов подразумевает первым делом, если процесс находится в статистически неустойчивом (непредсказуемом) состоянии, выявление особых причин, воздействующих на него, их ликвидацию, а если невозможно ликвидировать, максимально снизить их влияние на процесс для приведения его в предсказуемое состояние. Или, наоборот, если под действием особых причин процесс находится в лучшем, с точки зрения его целей, состоянии, взять эти причины на вооружение и сделать их системными (общими) причинами. Только после приведения процесса в стабильное состояние можно заниматься поиском решений и проводить мероприятия для снижения вариабельности предсказуемого процесса, что даст право принимать во внимание данные, полученные в результате таких мероприятий. И не потому, что кому-то вариабельность показалась "чрезмерной", а потому, что её снижение всегда улучшает сам процесс. Тем более что процесс выхода газа, рассматриваемый в статье, уже демонстрировал в прошлом такие лучшие состояния по размеру разброса данных (точки 20-28, обведены красным), хотя и со средним выхода газа значительно ниже достигнутого авторами статьи к конце эксперимента.
Кстати, сместить среднее стабильного процесса в сторону целевого значения, обычно гораздо проще, чем снизить его вариабельность. Смотрите открытое решение, поясняющее это утверждение: Правильные и неправильные пути использования полей допусков. Следует ли сортировать продукцию относительно полей допуска на дефектную и бездефектную или пытаться настраивать процесс?
Зачем же мы разместили эту статью, если объем примечания к ней соизмерим с самой статьей?
Авторы статьи проделали важную работу, рассказав об эффективности использования новых знаний о природе вариабельности в деле улучшения качества и совершенствовании процессов и систем.