Новые станки, роботизация и приспособления – не панацея!
Материал подготовил: научный директор Центра AQT Григорьев С. П .
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
Мы представляем материал на одну из самых спорных тем в управлении производительностью и качеством - увлечение всеобщей роботизацией и покупкой нового оборудования. Когда же действительно наступает время задуматься о приобретении нового оборудования?
"Предположение, что, разрешая текущие проблемы, вводя автоматизацию, приспособления и новые машины, мы преобразуем промышленность
- Качество нельзя купить за деньги".
Причиной написания этого кейса явилась статья: "Дуэль маляра и робота".
"Два года назад на заводе «Трубодеталь» пытались роботизировать процесс нанесения антикоррозионного покрытия на соединительные детали трубопроводов. Посчитали: если уменьшить толщину покрытия всего на 1 миллиметр и наносить вещество равномерным слоем, попадая в самую нижнюю границу нормы, то за год может получиться приличная экономия.
Сейчас эту работу на заводе выполняют маляры: в руках у них – тяжеленный окрасочный пистолет, через шею перекинут шланг («удав»), по которому подается двухкомпонентное покрытие на основе поликарбамидов, облачение – белый не пропускающий влагу комбинезон, маска на лице – почти противогаз. Тяжелый физический труд. Почему бы и его заодно не облегчить?
Привезли для испытаний универсальный робот-манипулятор одной известной компании. Надо было видеть, какая дуэль разыгралась между маляром и роботом! «Однорукий бандит», как его прозвали рабочие, так и не смог нанести покрытие ровным слоем, да еще и разбрызгал по сторонам много карбамидной смолы – расход компонентов покрытия увеличился в три раза.
Сколько ни бились представители компании – интегратора оборудования, все равно выходил брак. Хотя все шансы победить на дуэли были на стороне робота: механическая рука не дрожит, не устает держать окрасочный пистолет, ему не бывает ни жарко, ни холодно. А маляр в это время спокойно докрасил свой отвод, понаблюдал, как машина бьется над простой задачей, подержал в руках пульт его управления – и пошел работать дальше.
Маляры «Трубодетали» победили робота физически и морально.
Одно хорошо: появление в цехе стального конкурента привело к невиданному всплеску производительности труда среди маляров. Показатель выхода годного с первого предъявления сразу вырос до 98–100 процентов – и при этом резко снизился расход окрасочных материалов.
На заводе не отказались от идеи роботизации этого процесса – просто пока не нашли достойного предложения. Здесь отмечают, что покупка робота – это не вопрос его цены. Все сложнее. На «Трубодетали» не конвейерное производство, а штучное, и огромная номенклатура выпускаемых соединительных деталей – свыше тысячи типоразмеров, потому нужен один универсальный робот, который самостоятельно «увидит» геометрию изделия, задаст самый экономичный режим подачи краски, совершит повторяющиеся операции, отсканирует и запомнит результат, научится на собственных ошибках – а потом сам, без вмешательства программиста, осуществит быструю переналадку на окраску изделия совершенно другого типа и размера, с другой заданной толщиной покрытия. В противном случае на каждый вид изделий понадобится отдельный робот, что, конечно, большая роскошь".
Комментарий
Статья явно выбивается из современного информационного тренда о всеобщей эффективности цифровизации и роботизации.
Вместе с тем в статье продемонстрировано свидетельство о непонимании природы вариабельности сотрудниками Трубодетали:
"Посчитали: если уменьшить толщину покрытия всего на 1 миллиметр и наносить вещество равномерным слоем, попадая в самую нижнюю границу нормы, то за год может получиться приличная экономия".
К сожалению, "наносить вещество равномерным слоем, попадая в самую нижнюю границу нормы" не сможет ни человек и ни робот, ни сейчас и ни через 50 лет - это невозможно в реальном вариабельном мире. Более того, если маляры будут целиться "в самую нижнюю границу нормы", то примерно в половине случаев толщина будет меньше нижней границы нормы при условии, что процесс нанесения покрытия находится в статистически управляемом состоянии (в лучшем состоянии, на которое способен этот процесс), см. Рисунок 1.
Если же процесс нанесения покрытия будет находиться в статистически неустойчивом состоянии, никто не сможет предсказать его результаты.
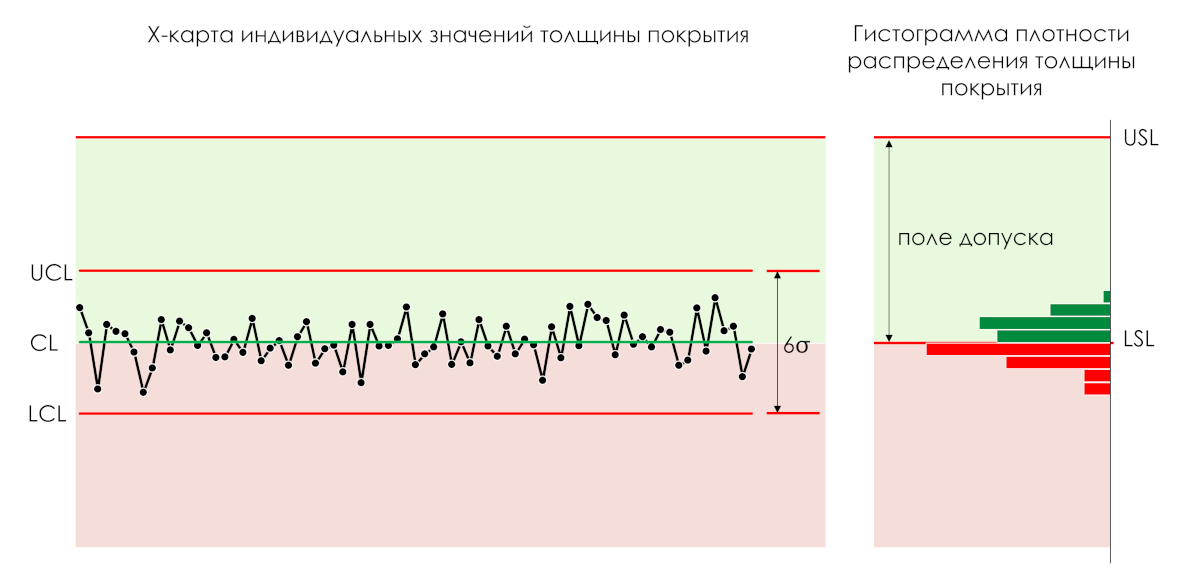
Рисунок 1. Контрольная карта Шухарта и гистограмма плотности распределения для значений толщины покрытия стабильного процесса центрированного по нижней границе допуска. UCL - верхняя контрольная граница процесса, CL - центральная линия процесса, LCL - нижняя контрольная граница процесса, 6σ - размах процесса, USL - верхняя граница поля допуска, LSL - нижняя граница поля допуска.
Для осмысления моего утверждения критически важно понимать природу вариабельности , а именно то, что любые свойства материалов, "входы" и "выходы" процессов обусловлены вариабельностью. Например, для процесса нанесения на поверхность деталей двухкомпонентного покрытия на основе поликарбамидов важно учитывать вариабельность:
- показателей качества каждого из двух компонентов покрытия как внутри партии, так и между партиями поставщика;
- показателей качества подготовленного двухкомпонентного состава (смеси компонентов) покрытия перед нанесением на обрабатываемую поверхность;
- показателей качества подготовки поверхности для нанесения покрытия;
- показателей качества окружающей среды в камере нанесения покрытия;
- показателей качества нанесения двухкомпонентного покрытия на поверхность изделий, независимо от того, кто наносит покрытие человек или робот;
- системы измерений (стабильность, ошибка измерительной системы, согласованность, смещение), которую вы используете для измерения качества входных материалов, качества операций процесса и конечного результата.
Не меньшее значение для совершенствования процессов, без риска ухудшить их, имеют операциональные определения (методы, критерии, решение), которые потребуются для оценки вариабельности всех компонентов процесса нанесения покрытия на детали.
Важно понимать, что же на самом деле измеряет прибор, которым вы пользуетесь для определения толщины покрытия, а именно, минимальную, среднюю или максимальную толщину в определённой области.
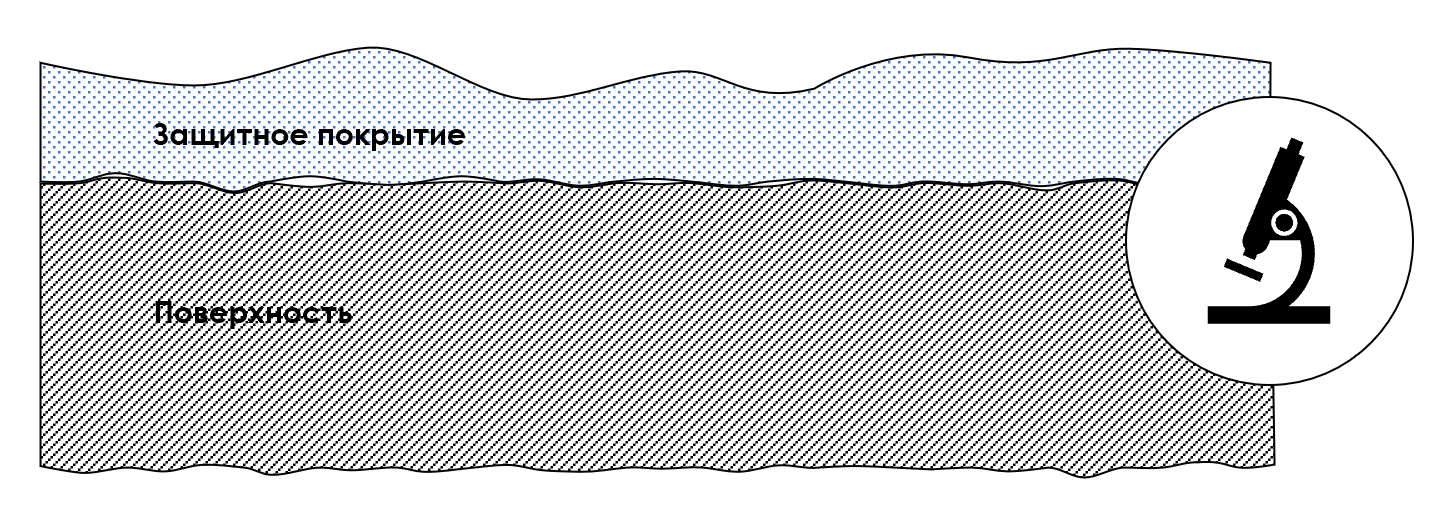
Рисунок 2. Толщина защитного покрытия и кривизна защищаемой поверхности при рассмотрении под микроскопом.
Кроме того, вы должны иметь представление представление об ошибке и смещении вашей измерительной системы
Вы никогда не сможете избавиться от вариабельности, но можете заняться её уменьшением. В первую очередь потребуется привести ваши процессы в статистически устойчивое состояние. И если номинал поля допуска не регламентирован и у нижней границы в поле производственного допуска обеспечивается хорошее качество покрытия, то только после приведения процесса в статистически устойчивое состояние путём настройки среднего процесса потребуется разместить распределение ваших показателей толщины покрытия (поля шириной 6σ) внутри поля производственного допуска как можно ближе к его нижней границе с зазором безопасности между нижний границей процесса и нижней границей производственного допуска. Вместе с этим потребуется заняться совершенствованием защитного покрытия для обеспечения лучшей защиты при меньших толщинах и минимизацией вариабельности процесса нанесения покрытия. При обнаруживаемом контрольной картой Шухарта уменьшении вариабельности произвести очередную настройку среднего, смещая его в сторону нижней границы производственного допуска.
Рисунок 2. Правильный путь настройки процесса в поле допуска без номинала с одновременной минимизацией толщины нанесения покрытия.
Подробно о необходимости сортировки продукции на дефектную и бездефектную относительно производственных допусков, которые представляют из себя суженные с учётом ошибки измерительной системы поля обычных (клиентских) допусков смотрите статью Дональда Уилера: Соответствующая спецификации продукция, действительно соответствующая?
Такой подход к непрерывному совершенствованию полностью соответствует Циклу Шухарта-Деминга PDSA (иногда ошибочно именуемый PDCA).
Видео 1. Цикл Шухарта-Деминга PDSA (Plan—Do—Study—Act, Цикл Деминга, Deming Cycle), который лежит в основе основного стандарта в области менеджмента качества ISO 9001, а также ряда отраслевых стандартов: IATF 16949 (автопром), ISO TS 22163 (IRIS – железнодорожная промышленность), EN/AS 9100 (авиация), ГОСТ РВ 15.002 (оборонная промышленность), СТО ГАЗПРОМ 9001 и др. Часто именуемый PDCA (Plan—Do— Check—Act).
"Когда я впервые познакомился с концепцией цикла PDSA, то через 15 минут мне показалось, что я знаю все существенное об этой модели. Теперь же, после десятилетий активной практики и изучения, я думаю, что когда-нибудь я буду знать достаточно об этой концепции".
"Инженеры и менеджеры, игнорирующие элементарную статистику, просто не могут заставить себя думать о том, как разрабатывать более надежную продукцию, и должны бесполезно тратить доллары, пытаясь контролировать производственные процессы. Когда менеджеры тратят огромные суммы, чтобы избавиться от эффекта изменчивости, вместо того, чтобы научиться, как уменьшить ее, мы называем их подход "technology fix" (помешанные на технологии). Если вы научитесь управлять изменчивостью и защитите ваше производство от нее, пока ваши конкуренты тратят миллионы долларов на полностью автоматизированные процессы, способные справляться с неопределенностью, очевидно, что вы сможете сбить цены вашим конкурентам. Рассуждая таким образом, мы поймем, почему завод NUMMI, оснащенный фирмой Toyota для фирмы General Motors, это один из заводов наивысшего качества, хотя и наименее автоматизированный".
Пояснение цитаты смотрите в статье: Правильные и неправильные пути использования полей допусков. Следует ли сортировать продукцию относительно полей допуска на дефектную и бездефектную или пытаться настраивать процесс?
Когда же стоит задуматься о приобретении нового оборудования?
Решение, о том когда действительно наступает время задуматься о новом оборудовании представлено Эдвардсом Демингом в предисловии к его книге [2] Out of the Crisis (Выход из кризиса), впервые опубликованной в 1982 году:
"Пример снижение затрат.
Обратимся к речи, которую Уильям Конвей, президент Nashua Corporation, произнес в Рио-де-Жанейро в марте 1981 г.:
«К нашей компании первый большой успех пришел в марте 1980 г.: повысилось качество и снизились затраты в производстве безуглеродной копировальной бумаги.
Покрытие на водной основе, содержащее различные химикаты, наносилось на бумагу, разматывающуюся с рулона. Если покрытия было достаточно, то потребитель мог иметь четкую копию, которую он получал благодаря этой бумаге несколько месяцев спустя. Головка, наносящая покрытие, расходует около 3,6 фунта (1,63 кг) сухого покрытия на 3000 кв. футов (280 м2) бумаги со скоростью порядка 1100 погонных футов (335 м) в минуту на рулоны шириной от 6 до 8 футов (2–2,5 м). Наладчики отбирают образцы бумаги и испытывают их для определения интенсивности (уровня затемненности) копии. Такие испытания проводились на только что покрытых образцах и на искусственно состаренных в печи, чтобы смоделировать использование бумаги потребителем. Когда испытания показывают слишком малую или большую интенсивность покрытия, оператор корректирует головку, увеличивая или уменьшая расход красящего вещества*. Частые остановки для новых настроек стали образом жизни. Но эти остановки стоили дорого.
Инженеры были осведомлены о том, что в среднем слой покрытия слишком велик, но не знали, как его уменьшить без риска получить негодное покрытие. Рассматривалась возможность приобретения новой головки, которая стоила 700 000 долл. Это означало бы, помимо затрат 700 000 долл., еще и потери времени на установку и риск, что новая установка не обеспечит лучшей равномерности и экономичности покрытия, чем существующая.
В августе 1979 г. директор завода обратился за помощью. Выяснилось, что, если головку не трогать, результаты будут находиться в состоянии статистической управляемости со средним уровнем покрытия 3,6 фунта плюс-минус 0,4. Исключение различных причин вариации, выявленных по точкам, лежащим за контрольными пределами (контрольной карты Шухарта), позволило уменьшить расход покрытия при сохранении устойчиво хорошего качества. К апрелю 1980 г. расход снизился в среднем до 2,8 фунта на 3000 кв. футов, варьируясь от 2,4 до 3,2, что принесло экономию 0,8 фунта на 3000 кв. футов (3,6–2,8), или 800 000 долл. в год при существующих объемах и уровне цен».
* Действия этих людей, настраивающих головку, соответствуют правилу 2 или правилу 3 (см. «Эксперимент Монте-Карло с воронкой и мишенью» ), тем самым они резко увеличивали разброс толщины покрытия, т. е. получали результат с точностью до наоборот тому, к чему стремились.
Инновации для улучшения процесса.
Конец истории, рассказанной мистером Конвеем, более интересен. Статистический контроль открыл дорогу инженерным инновациям. Без него процесс был в состоянии хаоса, когда результаты любых попыток улучшений невозможно измерить. А статистическое управление позволило инженерам и химикам проявить изобретательность и продемонстрировать творческий подход. Теперь они имели прозрачный и измеримый процесс. Они модифицировали химический состав покрытия и научились расходовать с каждым разом меньше материала. Уменьшение расхода на одну десятую фунта означает снижение затрат на материал покрытия на 100 000 долл. в год.
Инженеры усовершенствовали также конструкцию головки, чтобы достигать большей равномерности покрытия. Все это время статистическое управление процессом приводило к более тонкому слою покрытия при все уменьшающемся разбросе значений.
Новые станки и приспособления – не панацея. Мы только что рассмотрели пример, в котором важные результаты в качестве и производительности были достигнуты благодаря тому, что люди научились эффективно использовать оборудование.
В редакционных статьях и письмах в газеты снижение уровня производительности в Америке приписывалось недостаточному использованию нового оборудования и приспособлений, а также новейших типов автоматов, таких как роботы. Такие сочинения интересно читать, а еще интереснее писать людям, которые ничего не смыслят в проблемах производства.
Следующий абзац, заимствованный из письма одного моего друга, сотрудника большой производственной компании, может служить иллюстрацией к сказанному:
"Вся эта программа (разработка и установка новых станков) неудачна. Все эти распрекрасные станки во время испытаний выполняли свои функции, но когда начали работать на наших заводах, останавливались так часто и из-за столь серьезных поломок, что общие затраты, вместо того чтобы снижаться, устремились вверх. Никто предварительно не оценил вероятное число отказов и ремонтов. В результате нас лихорадило из-за простоев и недостаточных запасов запасных частей и даже из-за их отсутствия. Альтернативные производственные линии предусмотрены не были".
Средства автоматизации и автоматической регистрации данных в офисе и на заводе тоже не выход из положения. Выставки, на которых демонстрируется подобное оборудование, посещают тысячи людей в поисках легкого пути преодоления отставания в производительности, верящих в спасительное оборудование. Некоторые технические средства способны лишь окупить себя, но комбинированный эффект новых станков, приспособлений и блестящих идей – это лишь малая часть качественных улучшений, которые предстоит обеспечить менеджменту компаний, преодолевших упадок.
Если бы я был банкиром, то не давал бы деньги под новое оборудование до тех пор, пока компания, обращающаяся за займом, не представит статистические свидетельства, что она в полной мере использует потенциал уже существующего оборудования, работает над 14 пунктами и борется со смертельными болезнями и препятствиями ".

Рисунок 2. Скриншот твитта Илона Маска (Elon Musk,Twitter).