Статистическое управление процессами (SPC) против ошибочной практики нормирования (хронометраж, timing) производственных процессов и операций. И как контрольные карты Шухарта помогают улучшить производственное планирование.
Материал подготовил: научный директор Центра AQT Григорьев С. П .
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
"Управление на основе качества значительно изменяет понимание роли руководителя. Руководитель должен стать лидером, главная задача которого - создать систему, дающую возможность работникам эффективно трудиться. Необходимым условием для реализации указанной роли является понимание лидером различий между общими и особыми причинами вариабельности".
Применяемая повсеместно процедура нормирование процессов и операций полностью игнорирует природу вариабельности нормируемых работ. Из-за этого нет даже смысла говорить о принятии во внимание нормировщиками и руководителями различия состояний, в котором может находится нормируемая работа, а именно в статистически управляемом (предсказуемом поведении) или статистически неуправляемом (непредсказуемом).
Только вдумайтесь! Вы "нормируете", производя точечную оценку процесса или операции в случайный момент времени, а потом используете эти данные в планировании и управлении.
В состоянии полного хаoса, нормирование помогает получить некоторое представление о процессе, о котором вы ничего не знаете, но далее играет роль преграды на пути совершенствования процессов. Зачем заниматься улучшением процессов, если их нормированные показатели соблюдаются? Если не соблюдаются — депремируем и штрафуем "виновных стрелочников". Если норма перекрывается в лучшую сторону — вознаграждаем "причастных" и, возможно, пересматриваем "норму" в сторону ужесточения.
Ответьте на вопрос: Если бы график (Рис. 1.) отображал важный выход одного из ваших процессов, например, выработка в смену, где по вертикальной оси вы установили бы "реальную" цель (план, норма, задание) для этого показателя на следующие смены или сменное задание? В какой серой точке или зоне от 1 до 4? Запомните свой ответ.
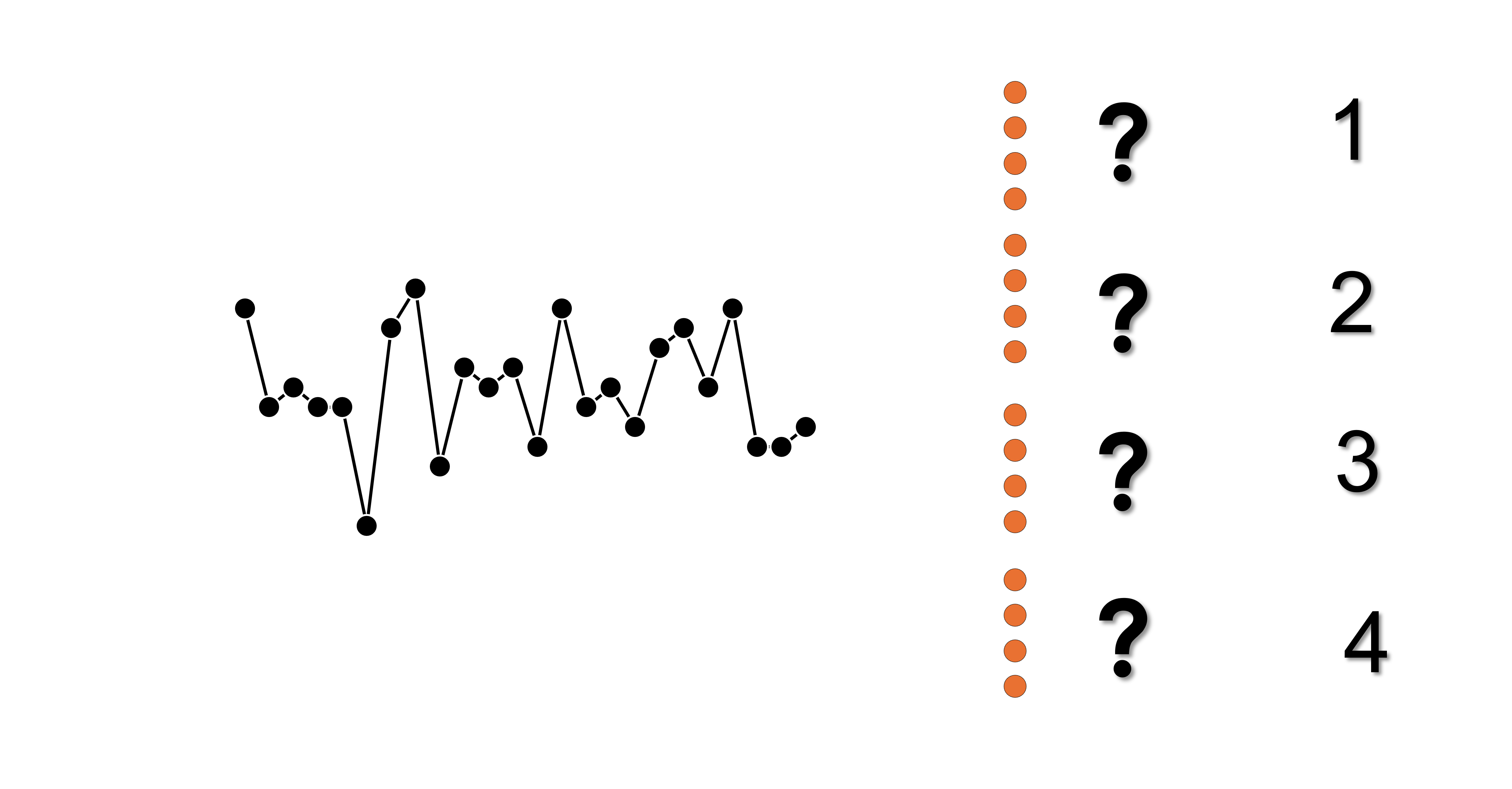
Рисунок 1. Временной график хода процесса. В какой серой точке разместится "реальная" численная цель процесса?
Доказательство 1
Процесс, подлежащий "нормированию" находится в статистически управляемом состоянии. Если вы выбрали цель в зонах 2 или 3:
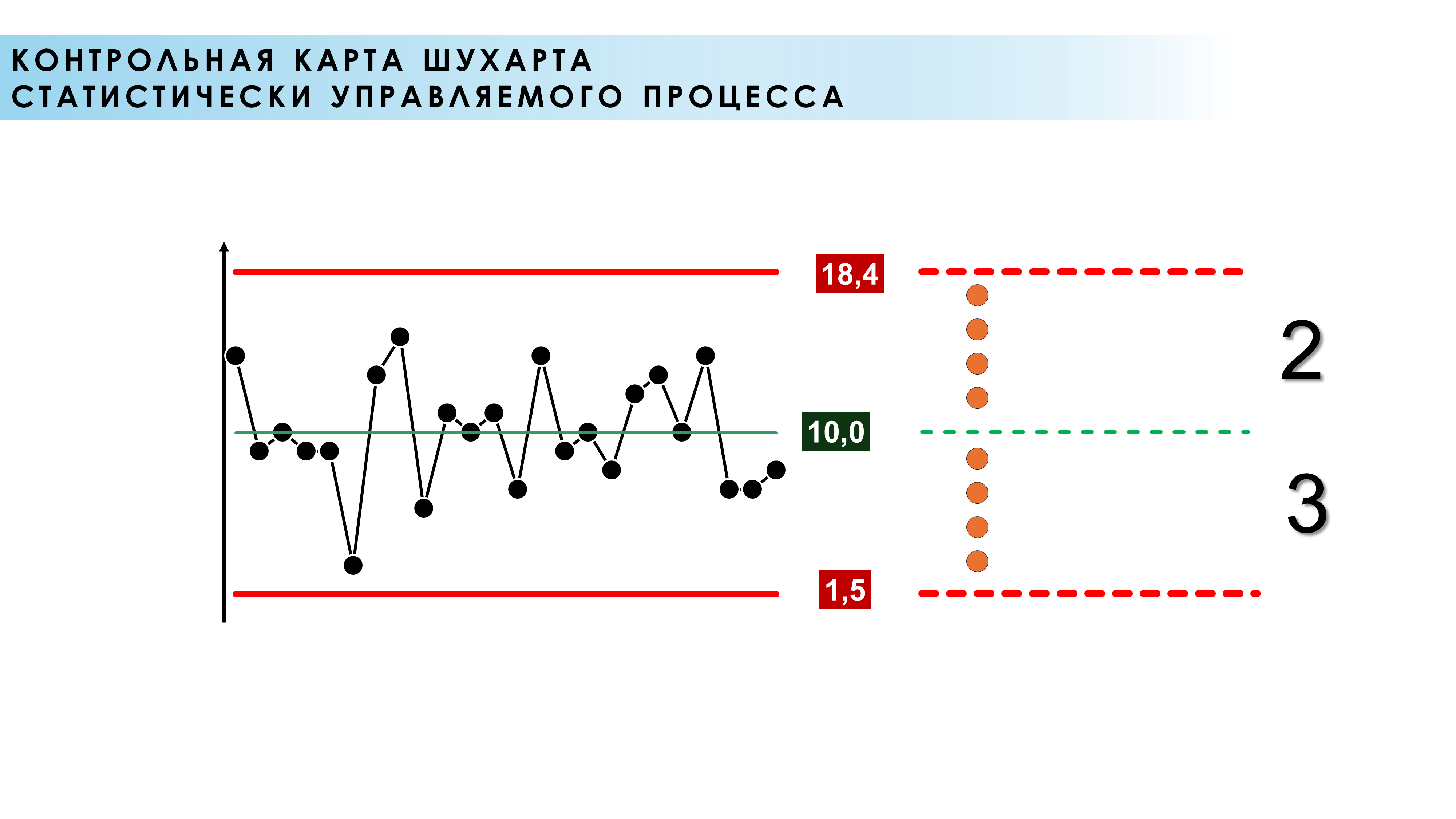
Рисунок 2. Контрольная карта Шухарта для статистически управляемого процесса. Численная цель для процесса в зоне 2 или 3. CL - средняя линия, ВКГ - верхняя контрольная граница, НКГ - нижняя контрольная граница
Ответ: Когда процесс демонстрирует разумную степень статистической управляемости, поведение процесса предсказуемо, он находится в своем лучшем состоянии. Такой процесс (и люди в нем) делает все на что он способен (см. Рис.2). Знание о прошлом поведении такого процесса можно использовать для предсказания его будущего, а именно случайных вариаций в пределах контрольных границ с распределением данных согласно эмпирическому правилу (Рис.3). Для лучшего понимания материала этой статьи рекомендуем предварительно познакомиться со статьёй: Природа вариабельности (вариаций, изменчивости) - основа статистического мышления .
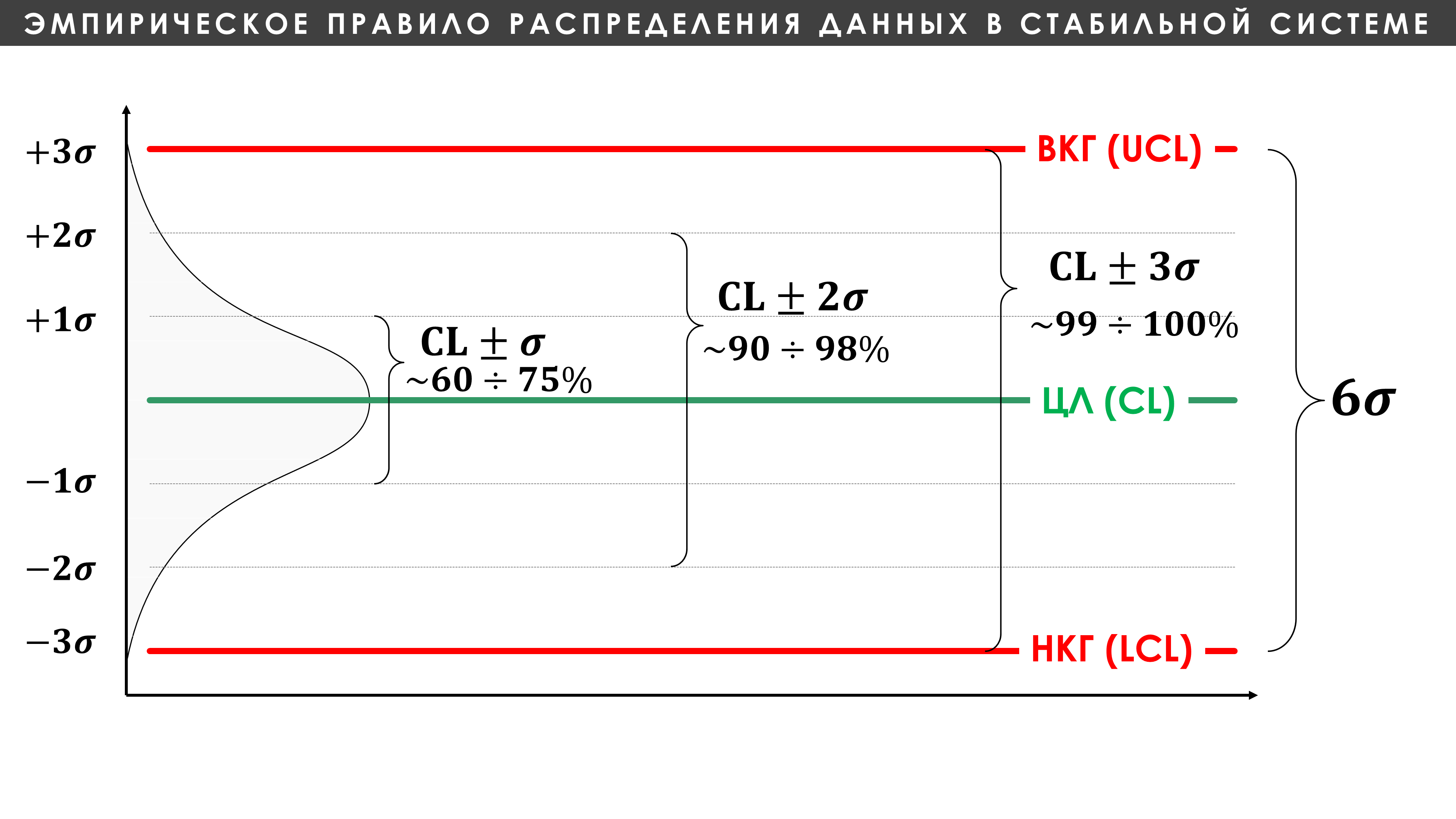
Рисунок 3. Эмпирическое правило распределения данных в стабильной системе. Контрольная карта Шухарта. НКГ - Нижняя контрольная граница процесса, ВКГ - верхняя контрольная граница процесса.
"Эмпирическое правило предоставляет нам полезный способ описания данных при помощи меры положения и меры рассеяния. Если дано однородное множество данных, тогда:
1) примерно 60–75% данных находятся в пределах одной сигма-единицы по обе стороны от среднего;
2) ориентировочно от 90 до 98% данных лежат на расстоянии две сигма-единицы от среднего;
3) приблизительно 99–100% данных удалены от среднего не более чем на три сигма-единицы.
Сигма-единица (σ) — это мера масштаба данных. Общие статистики рассеяния можно преобразовать в (σ)-единицы при помощи опубликованных формул*".
* Формулы для расчёта σ-единиц см. [11.1] ГОСТ Р 50779.42-99 (ИСО 8258-91).

Рисунок 4. Демонстрация распределения данных и соответствующая контрольная XbarR-карта (XR-карта) средних и размахов подгрупп для процесса, не меняющегося во времени, находящегося в статистически управляемом состоянии (стабильного процесса).
Задумайтесь: а нормировщики делали свою работу с процессом, находящимся в статистически управляемом состоянии? Откуда вы знаете? В какой из дней (точке)?
В этом случае (Рис.2), вмешательство в работу процесса в виде конкретных численных целей и норм установленных в любой точке между верхней и нижней контрольными границами по вертикальной оси - «игра в рулетку» в ограниченном диапазоне. Такая игра не имеет ничего общего с планированием и тем более с улучшением процесса.
Если вы выбрали цель в зонах 1 или 4:
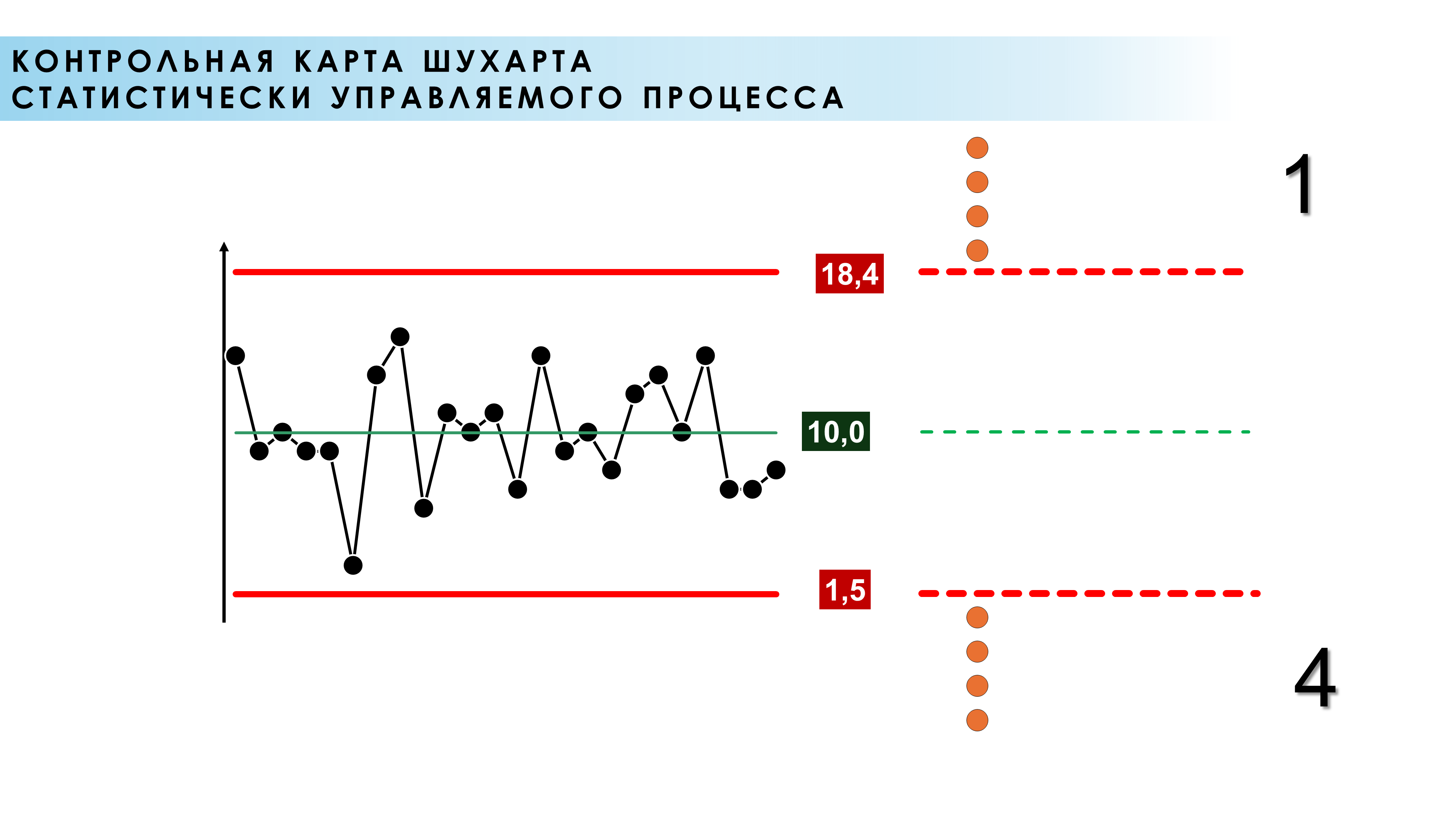
Рисунок 5. Контрольная карта Шухарта для статистически управляемого процесса. Установленная вами "реальная" численная цель процесса, разместится выше верхней или ниже нижней естественных контрольных границ процесса (вне контрольных пределов)? CL - средняя линия, ВКГ - верхняя контрольная граница, НКГ - нижняя контрольная граница
Цель вне диапазона контрольных границ статистически управляемого процесса для рабочих не имеет смысла.
Если цель выше возможностей системы (выше верхней контрольной границы), то такая цель вызывает раздражение и недовольство рабочих. О варианте планирования разумным руководством выработки ниже нижней контрольной границы (зона 4), при тех же условиях, как о маловероятной ситуации, говорить не буду.
Ожидание точек выше верхней контрольной границы или ниже нижней (Рис. 5., зоны 1 и 4), для процесса, находящегося в статистически управляемом состоянии, возможно, только в трех случаях [1]:
1. Простое искажение данных.
2. Искажение системы (например, субоптимизация на выбранном, например, Показателе 3, в ущерб другим не менее важным). См. Рис.6. (до искажения) и Рис.7. (после искажения).
3. Изменение системы (процесса) менеджментом. Именно этим менеджменту компании и следует заняться. См. Рис. 8 и 9.

Рисунок 6. Отслеживаемые показатели до вмешательства с искажением процесса.

Рисунок 7. Отслеживаемые показатели после вмешательства с искажением процесса.
Лучшее решение
Поиск особых причин вызывающих наблюдаемые случайные вариации вверх и вниз от среднего в диапазоне контрольных границ, в процессе, демонстрирующем разумную степень статистической управляемости - экономически неэффективен. Для дальнейших улучшений (смещения среднего процесса в сторону желаемой цели и уменьшения разброса данных) требуются системные изменения, находящиеся в компетенции топ-менеджеров, на уровне проектирования процесса и улучшения всех входов в него, а именно: качество сырья и материалов, техническое состояние оборудования и инструмента, обучение персонала, окружающая среда, стиль менеджмента, полнота и ясность технического задания и т. п. Разве рабочий может повлиять на эти факторы результата его деятельности? Контрольная карта статистически управляемого процесса всегда позволит отследить результаты любых изменений, предпринятых менеджментом. См. Рис.8 и 9.

Рисунок 8. Оценка изменений процесса (системы) в статистически значимом периоде. Направление цели в сторону выше среднего процесса с постоянным снижением вариабельности.
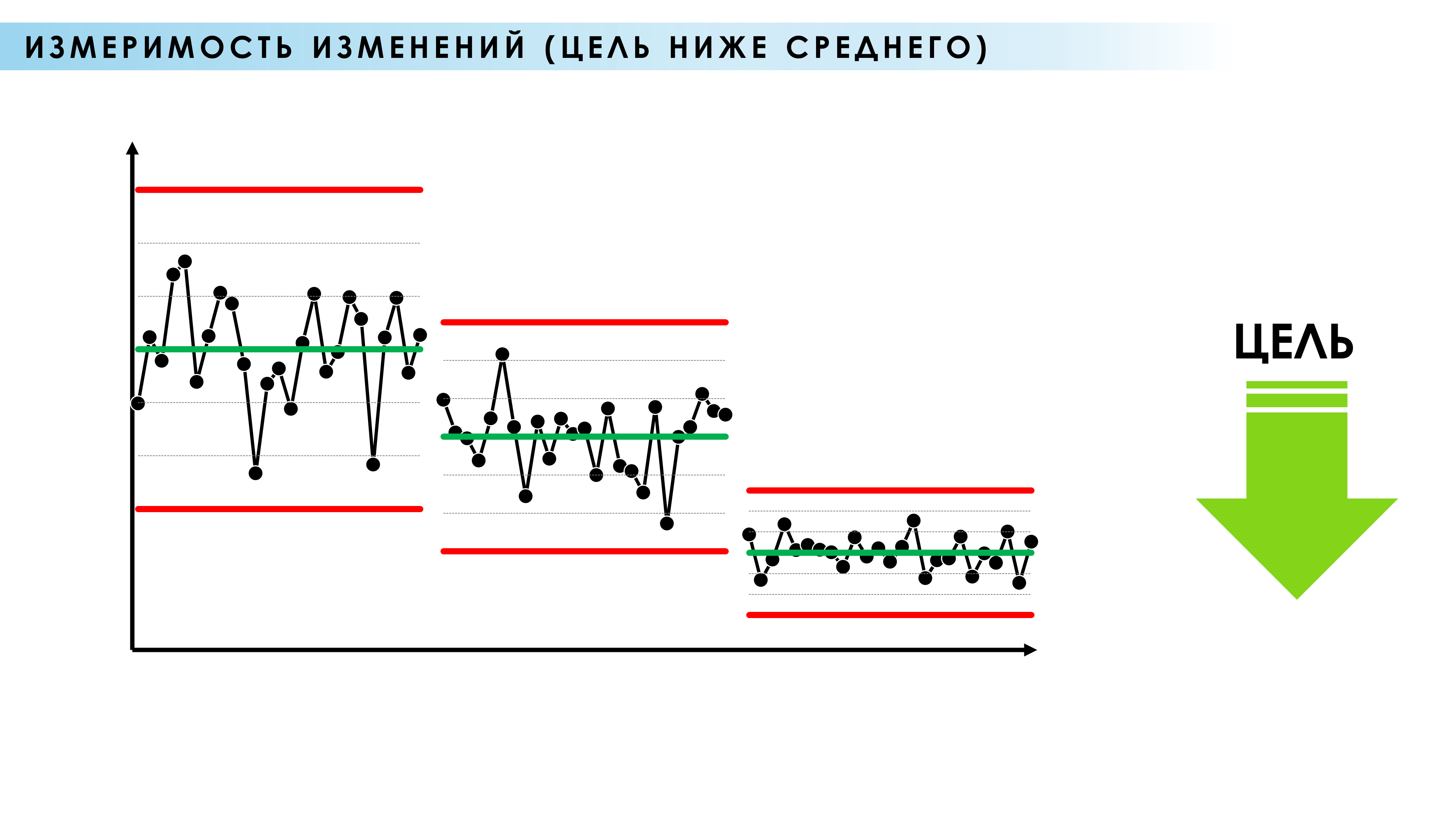
Рисунок 9. Оценка изменений процесса (системы) в статистически значимом периоде. Направление цели в сторону ниже среднего процесса с постоянным снижением вариабельности.
Вернемся к нормированию
Руководители, с которыми мне приходилось общаться, всегда ссылаются на то, что рабочие умышленно пользуются "замедленными" режимами, когда их "нормируют". Удивительно, но рабочий подсознательно ощущает, хотя и не имеет научного объяснения, влияние случайности на свою работу в большую и меньшую сторону от среднего. Наверняка руководство примет в норму случайное колебание нормируемого параметра от среднего в желаемую для руководства, сторону. А такое же случайное колебание в "нежелательную" сторону от среднего подвергнет полному анализу и поиску особых причин. А "тот, кто ищет - всегда найдет", даже то, чего нет.
Без понимания руководителями предприятия природы вариабельности, не сможет существовать среда сотрудничества между рабочими и менеджментом. Как следствие, поддерживается недоверие к руководству и страх. Последствием страха рабочих будет надежное сокрытие ими проблем с процессами (важной для улучшения процесса информации). Разве этого вы хотели добиться затевая программу по нормированию производственных операций?
Смотрите описание экспериментов «воронка и мишень» и «красные бусины» — превосходные демонстрации природы вариаций и обычной практики менеджмента.
"Не более 6% всех проблем (или возможностей улучшения) в организациях связаны с особыми причинами вариаций; таким образом, они, возможно (но необязательно!), находятся в поле деятельности рядовых сотрудников. В этом случае на топ-менеджеров приходится как минимум 94% всех потенциальных возможностей улучшения системы, в которой работают их служащие.
Никакой контроль и никакой уровень профессионального мастерства рабочих не смогут побороть фундаментальные дефекты системы".
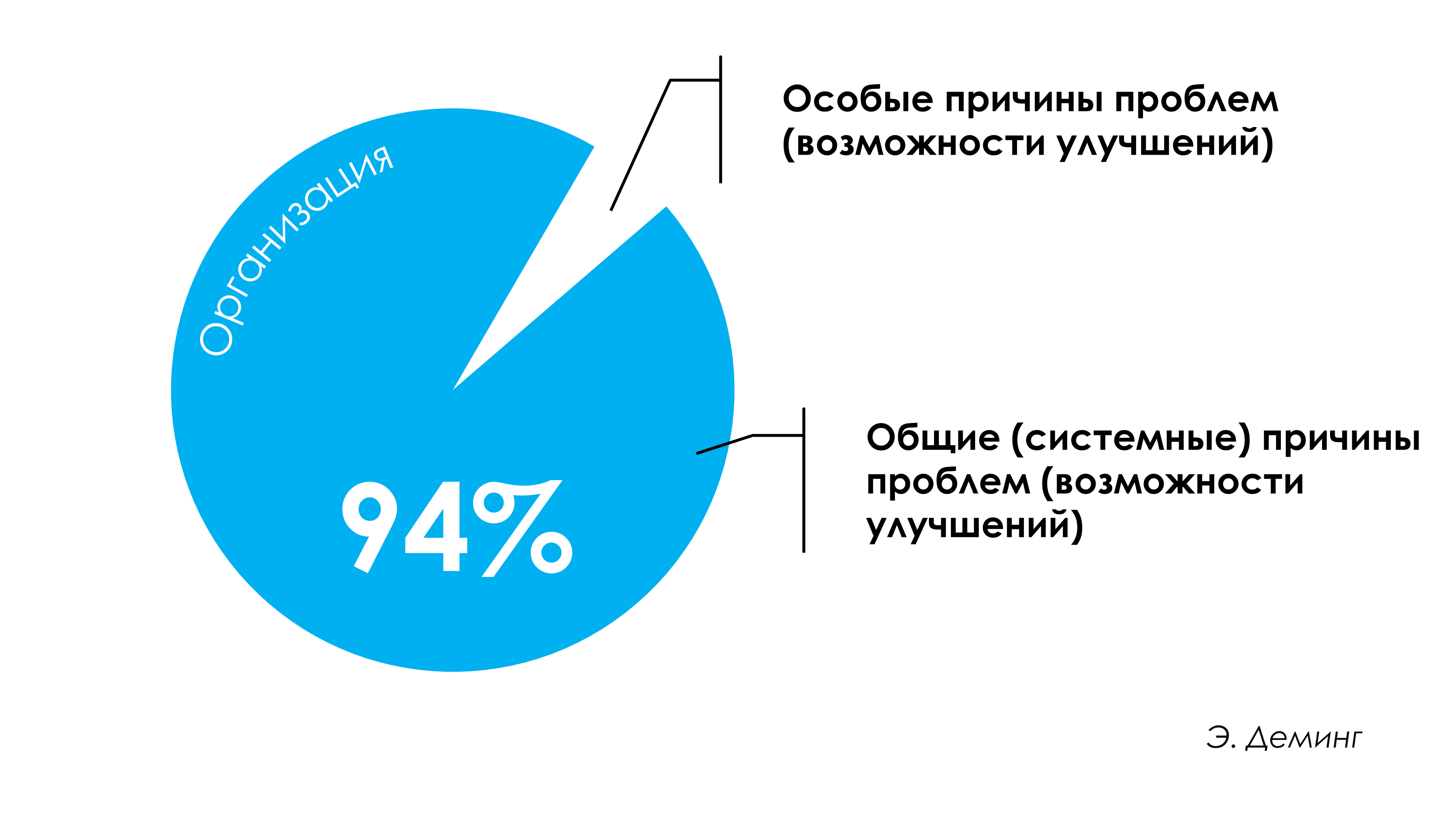
Рисунок 10. На топ-менеджеров приходится как минимум 94% всех потенциальных возможностей улучшения системы, в которой работают их служащие. Э. Деминг
Доказательство 2
Процесс, подлежащий "нормированию" находится в статистически неуправляемом (непредсказуемом) состоянии.
Если же процесс демонстрирует статистически неуправляемое состояние, его поведение непредсказуемо (См. Контрольную карту на Рис. 11 и 12, ниже). Нет смысла предсказывать потенциальные возможности такого процесса по его прошлому и рассуждать о его воспроизводимости.

Рисунок 11. Контрольная карта Шухарта для статистически неуправляемого процесса и не имеющая смысла численная цель для него. CL - средняя линия, ВКГ - верхняя контрольная граница, НКГ - нижняя контрольная граница.

Рисунок 12. Демонстрация распределения данных и контрольная карата Шухарта средних и размахов подгрупп для процесса, меняющегося во времени, находящегося в статистически неуправляемом состоянии (нестабильного процесса).
Задумайтесь: а нормировщики делали свою работу с процессом, находящимся в статистически управляемом состоянии? Откуда вы знаете? Опять же, в какой из дней (точке)?
Общие совокупные затраты неуправляемого процесса, в том числе и те, что руководство даже не учитывает - максимальны. Нормировать такой процесс - безрассудно. Первым делом, менеджменту потребуется привести такой процесс в состоянии статистической управляемости, устранив особые причины вариабельности, действие которых проявилось в точках с худшими результатами. Потребуется выяснить особые причины, вызвавшие выход точек за контрольную границу с лучшими результатами, возможно, это результат уникальности работника или его методов, а если эти методы хорошо согласуются с общими целями бизнес-системы, им могут быть обучены другие сотрудники.

Рисунок 13. Общие совокупные затраты неуправляемого процесса, в том числе и те, что руководство даже не учитывает - максимальны.
Как же тогда планировать производство?
Вы можете возразить: "Как же тогда планировать производство, если не будет норм и плана на смену в виде конкретного числа?" У вас есть больше, чем произвольные нормы и задания, если вы используете контрольные карты Шухарта для изучения процессов. Вы знаете на что способны ваши процессы и эта способность предсказуема для процессов, удерживаемых в статистически управляемом состоянии. Намёк на лучшее решение см. в П.11."УСТРАНИТЕ ПРОИЗВОЛЬНЫЕ КОЛИЧЕСТВЕННЫЕ НОРМЫ И ЗАДАНИЯ" 14 пунктов менеджмента Эдвардса Деминга .
Для планирования нужно использовать не "взятые с потолка нормы" или случайно полученные результаты измерений, а знания о возможностях стабильных процессов, среднем и вариации производительности (например, изделий в час). Иметь представление об эмпирическом правиле распределения данных в любой системе демонстрирующей разумную степень статистической управляемости (независимо от формы распределения данных вокруг среднего), см. Рисунок 3 выше.
Конечно, это сложнее чем придумать желаемое "число" на очередном совещании в зале заседаний. Придется нанять профессионала в области статистического управления процессами, работать над изучением свойств своих процессов, спуститься из кабинетов в цех к рабочим местам. Но это - точно эффективнее.
Например, планирование заказов производить по среднему значению производительности самого узкого места (процесса с наименьшей производительностью) в производственной цепи связанных в линию процессов, демонстрирующих статистически управляемое состояние.
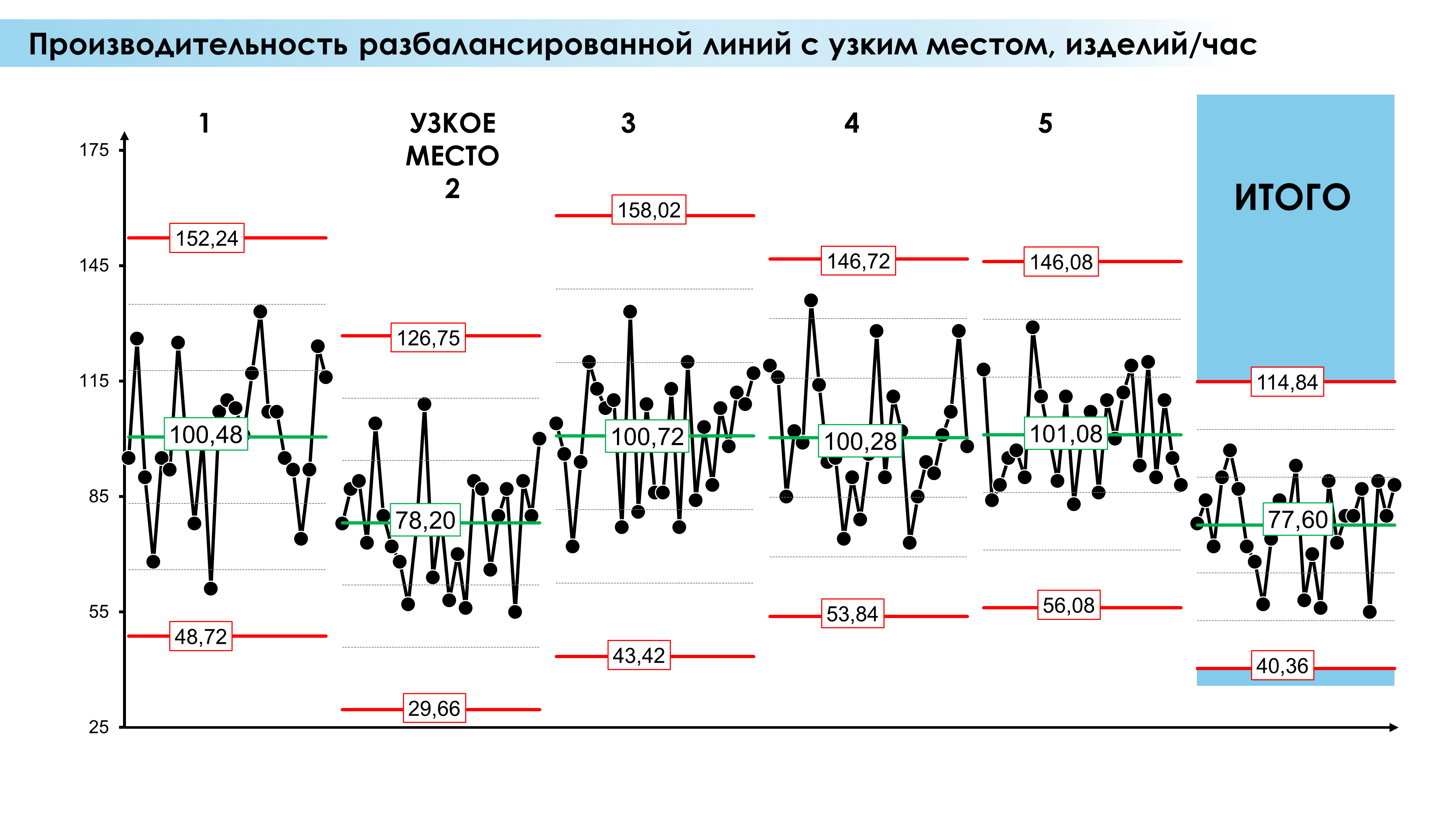
Рисунок 14. Итоговая производительность разбалансированной производственной линии с узким местом, продемонстрированная с помощью контрольных карт Шухарта. Метод анализа производительности разбалансированной линии, в части метода имитационного моделирования, заимствован из книги Дональда Уиллера и Дэвида Чамберса. "Статистическое управление процессами: Оптимизация бизнеса с использованием контрольных карт Шухарта", - стр. 366-370 [4]. Рисунок подготовлен с использованием разработанного нами «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)» .
Самое узкое место в цепи процессов можно легко определить по наличию самых больших межоперационных запасов перед таким процессом.
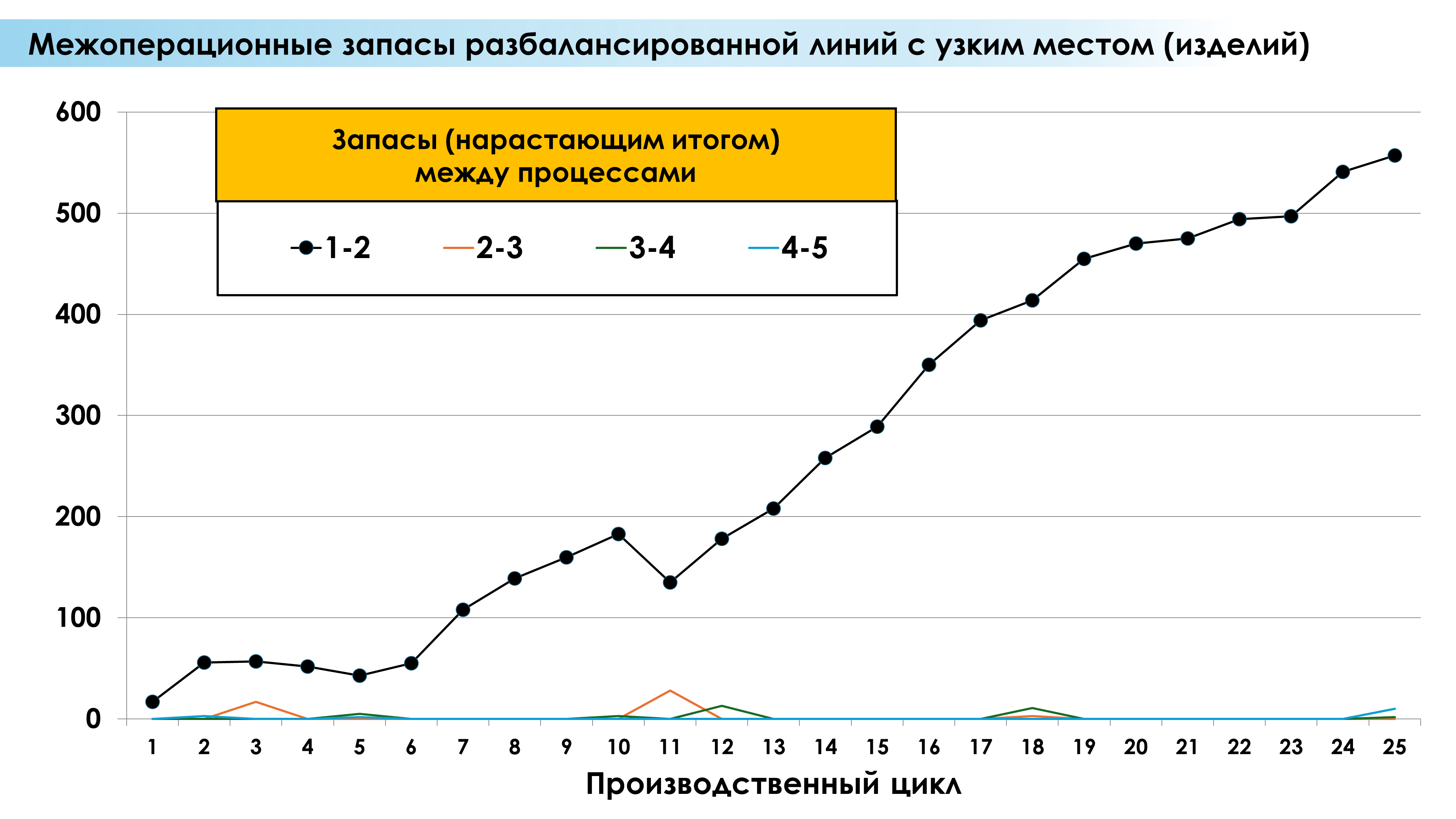
Рисунок 15. График нарастания межоперационных запасов перед узким местом в разбалансированной производственной линии с узким местом.
Есть смысл не планировать объем на смену, а поддерживать заказы готовые к запуску в производство в "бесконечном" скользящем плане производства по принципу FIFO (живой буфер заказов, одни первые в очереди ушли, другие поступили в конец очереди). Такой буфер заказов — является межоперационным запасом. Поддерживайте текущий объем буфера не ниже верхней контрольной границы производительности узкого места в линии, для возможности работы узкого места без простоев в случайные моменты достижения его максимальной производительности. Если процесс подготовки заказов к производству не является узким местом — это не потребует дополнительных усилий, т. к. через несколько циклов такой буферный запас образуется перед самым узким местом естественным образом.
Контрольная карта позволит отслеживать состояние статистической управляемости процессов в производственной цепи, а также изменение производительности процессов в лучшую или худшую сторону еще задолго до окончания отчетного периода. Пока процессы в производственной линии стабильны, планируйте производительность линии (цепочки последовательных процессов) по средней производительности самого узкого места (процесса) в разрезе каждого типа изделия.
Не находите сходства с Теорией ограничений Голдратта (Goldratt's Theory of Constraints, TOC) разработанной в 1980-е годы? Контрольные карты Шухарта были разработаны намного раньше, а в отличие от TOC учитывают предсказуемое или непредсказуемое поведение процессов и имеют в своей основе фундаментальный научный подход, а не суждения.
Ниже приведен пример производительности хорошо сбалансированной линии без узких мест. Итоговая производительность сбалансированной линии всегда немного ниже среднего любого процесса в такой линии.

Рисунок 16. Итоговая производительность сбалансированной производственной линии без узких мест, продемонстрированная с помощью контрольных карт Шухарта. Метод анализа, в части метода имитационного моделирования, заимствован из книги Дональда Уиллера и Дэвида Чамберса. "Статистическое управление процессами: Оптимизация бизнеса с использованием контрольных карт Шухарта", - стр. 366-370 [4]. Рисунок подготовлен с использованием разработанного нами ПО «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)» .
Межоперационные запасы перед процессами сбалансированной производственной линии должны поддерживаться на необходимом уровне, чтобы не допускать простоя процессов. Нет смысла накапливать межоперационный запас выше верхней контрольной границы процесса для которого этот запас поддерживается, например, при остановке какого-либо процесса в сбалансированной производственной линии. Если все процессы работают стабильно и непрерывно, в абсолютном большинстве случаев образующегося естественным образом небольшого межоперационного запаса будет хватать для непрерывной работы всей линии (см. рисунок ниже).
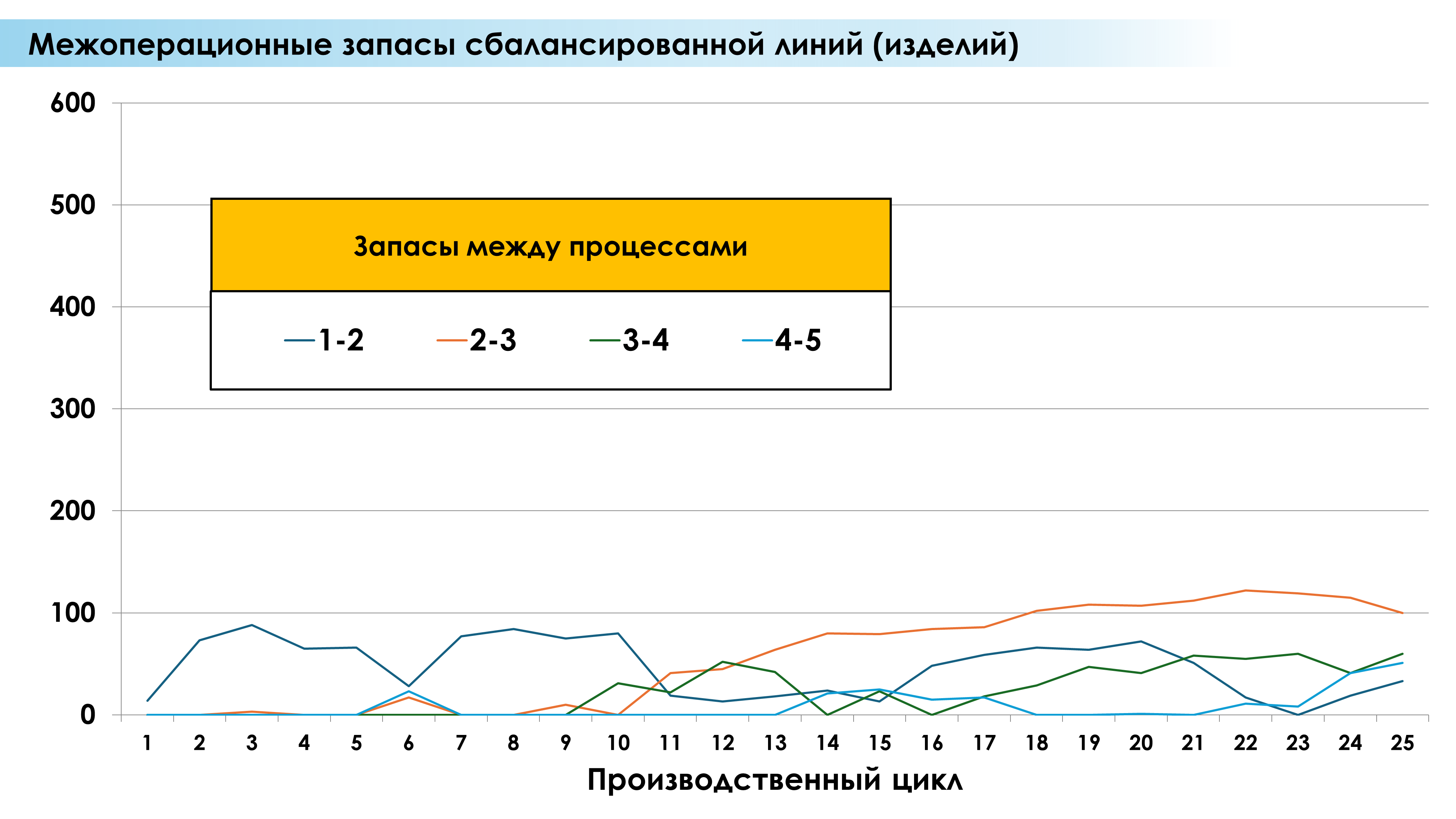
Рисунок 17. График накопления межоперационных запасов в сбалансированной производственной линии без узких мест.
Постоянно занимайтесь улучшением всех процессов снижая вариабельность всех входов в процессы (повышая стабильность сырья и материалов, оборудования и операций и т. д.), внедрением инноваций. Причинно-следственные диаграммы Исикавы, контрольные листы, диаграммы Парето, гистограммы плотности распределения индивидуальных значений, диаграммы рассеивания, контрольные карты Шухарта - лучшие инструменты для этого. Причем контрольные карты Шухарта - самый важный инструмент. Все это и приведёт к возможности более точного планирования. Эта работа на всю жизнь и она хорошо согласуется с целью оптимизации всей системы.

Рисунок 18. Причинно-следственная диаграмма. Диаграмма Исикавы. Рыбий скелет.
Улучшили или ухудшили процесс (узкое место)? Контрольная карта покажет изменение среднего и размаха данных вокруг среднего (легко увидеть по контрольной карте размахов), а первыми признаками устойчивых изменений в процессе будут сигналы, свидетельствующие о сдвиге системы. Новые контрольные границы можно будет построить для отслеживания статистической устойчивости нового состояния процесса набрав от 8 новых точек изменившегося состояния.
Смотрите фильм о методе оперативного диагностирования изменений в процессе (системе) как положительных, так и отрицательных, с помощью контрольной карты Шухарта.
Видео 1. Метод оперативного диагностирования изменений в процессе (системе).
Для предварительного расчета сроков готовности заказов (планирования), можно использовать только показатели процессов, демонстрирующих разумную степень статистической управляемости (предсказуемость). Например, в серийном производстве для несбалансированной линии:
- среднее абсолютного времени приладки по каждому изделию в его "узком месте" (абсолютное значение, т. к. в подавляющем большинстве, время приладки не зависит от размера партии);
- среднее производительности в единицу времени по каждому изделию в его "узком месте";
- среднее незапланированных простоев "узкого места".
От полного суточного времени соответствующего конкретному изделию "узкого места" технологической цепи отнимаем все запланированные простои оборудования (ТО, ремонт, нерабочее время и т. п.).
Контрольные карты незапланированных простоев по типам причин и времени в прошлом, будут служить двум целям: работе по снижению их количества и продолжительности, а для процессов (оборудования узкого места) демонстрирующих разумную степень статистической управляемости по показателю незапланированных простоев - для учёта их в планировании, отняв среднее время таких простоев от оставшегося на предыдущем шаге рабочего времени.
На оставшееся в результате рабочее время распределяем заказы с учетом очередности, среднего времени приладки и средней производительности для каждого типа изделий. Процессы, находящиеся в статистически неуправляемом состоянии, по определению непредсказуемы, их среднее неразумно использовать для планирования (предсказания). Для совершенствования системы планирования, вам придется привести такие процессы в статистически устойчивое (управляемое) состояние, а затем заняться снижением вариабельности таких процессов.
ВАЖНО
Важно понимать, что не плановое число (норма) производит продукт, а процессы, которым до это планового задания нет дела. О процессах и людях в них, мы многое знаем, если собираем и анализируем данные, работаем с людьми и процессами на цеховом уровне (в гемба). Хотим увеличить производительность — улучшаем процессы (входы) в процесс с пониманием дела и с использованием контрольных карт Шухарта, оптимизируем всю систему по её целям.