Основные определения инновационного менеджмента и статистического управления процессами (Statistical Process Control, SPC)
Синергия
Синергия — комбинированное воздействие факторов, характеризующееся тем, что их объединённое действие существенно превосходит эффект каждого отдельно взятого компонента и их простой суммы. Положение вещей, обычно передаваемое фразой «целое больше суммы его частей»: 1+1=2х, где х>1.
Эмерджентность
Эмерджентность (англ. emergence — возникновение, появление нового) в теории систем — наличие у какой-либо системы особых свойств, не присущих её подсистемам и блокам, а также сумме элементов, не связанных особыми системообразующими связями; несводимость свойств системы к сумме свойств её компонентов; синоним — «системный эффект».
Аддитивность
Аддитивность — свойство величин по отношению к сложению, состоящее в том, что значение величины, соответствующее целому объекту, равно сумме значений величин, соответствующих его частям: 1+1=2.
Неаддитивность
Неаддитивность — противоположность понятия аддитивности, отношение, при котором целое не определяется его частями и целое не может быть познано и объяснено на основе одного лишь знания о его частях (целое больше или меньше суммы его частей): 1+1=2х, где х < или > 1.
"Неспособность руководства понять взаимозависимость между компонентами системы в сочетании с управлением по целям приносит большие потери. Усилия различных подразделений компании, выполняющих свою работу, не суммируются — они взаимозависимы. Одно подразделение в стремлении достичь своих целей может «убить» другое подразделение".
Вариабельность
Вариабельность – изменчивость, неопределённость, разнообразие, разброс или мера отклонения от "оптимума". Само изменение называют вариацией или вариантом. Смотрите подробно в статье: Природа вариабельности .
Качество мирового класса
"Концепция «точной настройки на цель с минимальной дисперсией» определяет качество мирового класса на протяжении последних тридцати лет! И чем быстрее вы сделаете этот принцип главным законом своей жизни, тем быстрее станете конкурентоспособным!"
Смотрите описание функции потерь Тагути , поясняющей это простое и ёмкое определение качества мирового класса.
Статистическое мышление
Статистическое мышление – это основанный на теории вариабельности способ принятия решений о том, надо или не надо вмешиваться в процесс, и если надо, то на каком уровне.
"Во-первых, если выход процесса определяется влиянием особых причин, то его поведение меняется непредсказуемо и, таким образом, невозможно оценить результат изменений в конструкции, обучении, политике закупок комплектующих и т. д., которые могли бы быть введены менеджментом в этот процесс (или в систему, которая содержит этот процесс) с целью улучшения. Пока процесс находится в неуправляемом состоянии, никто не может предсказать его возможности.
Во-вторых, когда особые причины устранены, так что остаются только общие причины вариаций, тогда улучшения могут зависеть от управляющих воздействий. Поскольку в этом случае наблюдаемые вариации системы определяются тем, как и каким образом, процессы и система были спроектированы и построены, то только управляющий персонал, топ-менеджеры имеют полномочия для изменений системы и процессов.
Ну, и какая разница? И что нам это дает? Да все то, что отделяет успех от неудачи!
В-третьих, мы приходим к проблеме, если мы (на практике) не отличаем один тип изменчивости от другого и действуем без понимания, мы не только не улучшим дело — мы, несомненно, сделаем положение еще худшим. Ясно, что это так и будет, и останется загадкой для тех, кто не понимает природы изменчивости (вариаций)".
Разумная степень статистической управляемости
"Поскольку контрольные карты предназначены для обнаружения отсутствия статистической управляемости, то постоянное присутствие процесса в пределах установленных границ можно считать показателем статистической управляемости. Если мы, подобно Шухарту, будем рассматривать состояние статистической управляемости как некий идеал, к которому на практике можно лишь приблизиться, то перед нами неминуемо возникнет вопрос о критерии, позволяющем оценить, насколько наш процесс близок к этому идеалу.
Применительно к картам средних значений и размахов процесса, который описывается с помощью подгрупп, состоящих из четырех элементов, Шухарт предложил такой критерий минимальной управляемости: если по меньшей мере 25 последовательных подгрупп не показывают признаков отсутствия статистической управляемости, то такой процесс считается обладающим разумной степенью управляемости.
В своем следующем предложении Шухарт интерпретирует этот минимальный критерий в терминах полного числа присутствующих наблюдений, таким образом, его можно адаптировать так: когда по крайней мере 100 последовательных наблюдений не выявляют потери управляемости, о процессе можно сказать, что он обнаруживает разумную степень статистической управляемости.
Предлагая критерий минимальной управляемости, Шухарт подчеркивал, что существует принципиальная разница между отсутствием признаков неуправляемости и выводом, что процесс находится в состоянии статистической управляемости. Отсутствие признаков неуправляемости может объясняться особенностями описываемого картой временного интервала.
Особые причины могут приходить и уходить, и сравнительно небольшие промежутки времени наблюдений могут не выявить точек, выходящих за пределы контрольных границ. Однако чем больше накапливается наблюдений, не выявляющих присутствия каких бы то ни было особых причин, тем больше уверенности, что процесс находится в состоянии статистической управляемости. Шухарт также замечал, что практически уверенным в управляемости процесса можно быть, когда не 100, а 1000 последовательных измерений не обнаруживают отсутствия управляемости".
"Явление следует называть управляемым тогда, когда, используя прошлый опыт, мы можем предсказать, по крайней мере в некоторых пределах, каких его вариаций можно ожидать в будущем".
Научный подход и теория познания чего-либо
Цикл научного подхода: Изучение наблюдаемых явлений - выработка объясняющей наблюдения теории (предположения) и операциональных определений - предсказание дальнейшего поведения явлений на основании выработанной теории с учетом границ применимости - проверка соответствия очередного наблюдения выработанной теории - подтверждение теории или её корректировка, а может полный отказ для выработки новой теории.
Выдержка из Системы глубинных знаний Эдвардса Деминга (Элементы теории познания), имеющее прямое отношение к сути научного подхода:
- Никакое число примеров не создает теории. Но хотя бы одна неудача в теории требует её переработки или даже отказа от нее.
- Почти каждое действие по управлению требует предсказания.
- Утверждение, которое не содержит предсказания, бесполезно для руководителя.
- По определению, предсказание невозможно в нестабильной системе.
- Интерпретация данных испытаний или эксперимента есть предсказание.
- Важность операциональных определений , которые наделяют понятия смыслом, который можно передать другим.
- Не существует истинного значения любой характеристики, состояния, условия, которое определяется посредством измерения или наблюдения.
Научный подход призывает нас к принятию решений и формированию политики на основе доброкачественной информации, как количественной, так и качественной, а не только на основе самоощущений или сиюминутных соображений. Он часто включает в себя анализ информации с помощью статистических методов (Статистическое управление процессами, Statistical Process Control, SPC), однако предполагает также знание и понимание ограничений этих методов, в особенности осознание критической важности явлений, которые нельзя описать численно. Деминг часто цитирует Ллойда Нельсона, руководителя отдела статистических методов в Nashua Corporation:
"Наиболее важные факторы, нужные для управления любой организацией, как правило, неизвестны и количественно неопределимы".
Ненаучность
Важным признаком ненаучности, является отсутствие предсказательной силы.
"Теория познания учит нас, что любое утверждение несет в себе знания тогда, когда оно способно предсказать будущие результаты и соответствует прошлому опыту без каких-либо исключений".
Ошибка первого рода (зарегулированность)
Ошибка первого рода (зарегулированность) – интерпретация общих причин вариаций как особых, и как следствие реакция на любое событие, выходящее за рамки границ допусков или не достигшее поставленной цели, в виде внешнего корректирующего воздействия (вмешательства в работу системы), вносящего еще большую вариабельность.

Рисунок. Ошибка первого рода (зарегулированность)
Ошибка второго рода (недостаточное управление процессом)
Ошибка второго рода (недостаточное управление процессом) – суждения о потенциальных возможностях процесса, находящегося в статистически неуправляемом (неконтролируемом) состоянии, ибо такие суждения можно применить лишь к процессам с доминированием общих причин вариаций, т. е. находящимся в статистически управляемом состоянии. Не принятие мер к устранению особых причин, если вызванные ими вариации умещаются в границы допусков.
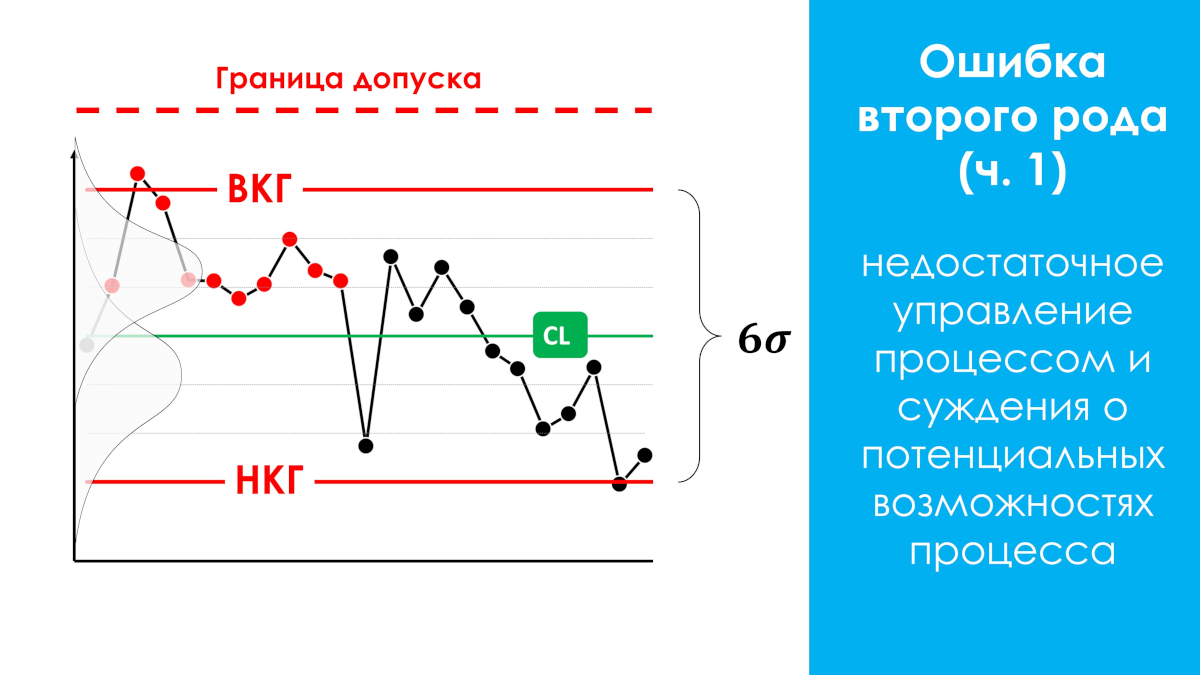
Рисунок. Ошибка второго рода (недостаточное управление)
"Обе ошибки обходятся весьма дорого! Всякий может установить для себя безупречное правило никогда не совершать ошибку 1-го рода.
Это просто: всего-навсего нужно во всех случаях связывать вариацию с общими причинами. Однако при этом максимизируются потери от совершения ошибки 2-го рода. И наоборот, зарекаясь от совершения ошибки 2-го рода путем объяснения любой вариации особыми причинами, мы увеличиваем потери от ошибки 1-го рода.
Было бы здорово никогда не совершать ошибок ни первого, ни второго рода, но, к сожалению, это невозможно. Шухарт установил совершенно другую цель: не бояться совершать ошибки обоих видов, но регулировать частоту этих ошибок таким образом, чтобы минимизировать экономические потери от обеих. В итоге он создал инструмент — контрольную карту с границами на уровне З-х сигма. С тех пор его контрольная карта позволяет получать поразительные результаты в самых разных прикладных областях. Она действительно работает!
Статистической управляемости можно достичь, охотясь на каждую особую причину и идентифицируя её всякий раз, когда некоторая точка выходит за контрольные пределы, и принимая соответствующие меры".
Ошибка второго рода, частный случай (куриная слепота). Встречается чаще всего.
Если же процесс, производящий дефектную относительно границ допуска продукцию, находится в статистически неуправляемом состоянии (см. рисунок ниже), вмешательство в процесс, когда некоторые значения выходят за границы допуска, может оказать некоторое положительное влияние на выход процесса, но всегда являются неэффективным (усилия-результат), т. к. велика вероятность пропуска особых причин неуправляемости, которые могли быть выявлены контрольной картой Шухарта в точках, но расположены внутри поля допуска, что приводит к "куриной слепоте" наблюдателей - неиспользованию дополнительных возможностей улучшения процесса.
"Куриная слепота" - наиболее часто встречающееся явление. Этот частный случай ошибки второго рода ранее отдельно не пояснялся в зарубежных и российских научных источниках. В 2021 году дано описание и присвоено наименование этому частному случаю научным директором нашего центра AQT Григорьевым С. П.
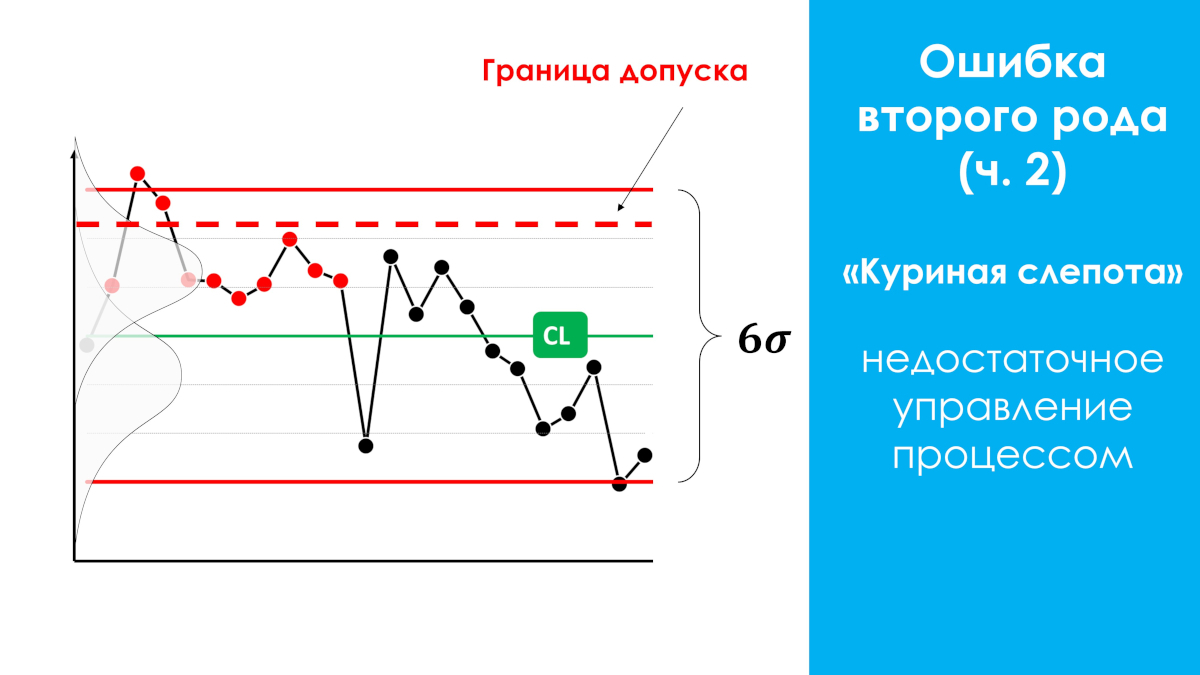
Рисунок. Ошибка второго рода, частный случай (куриная слепота)
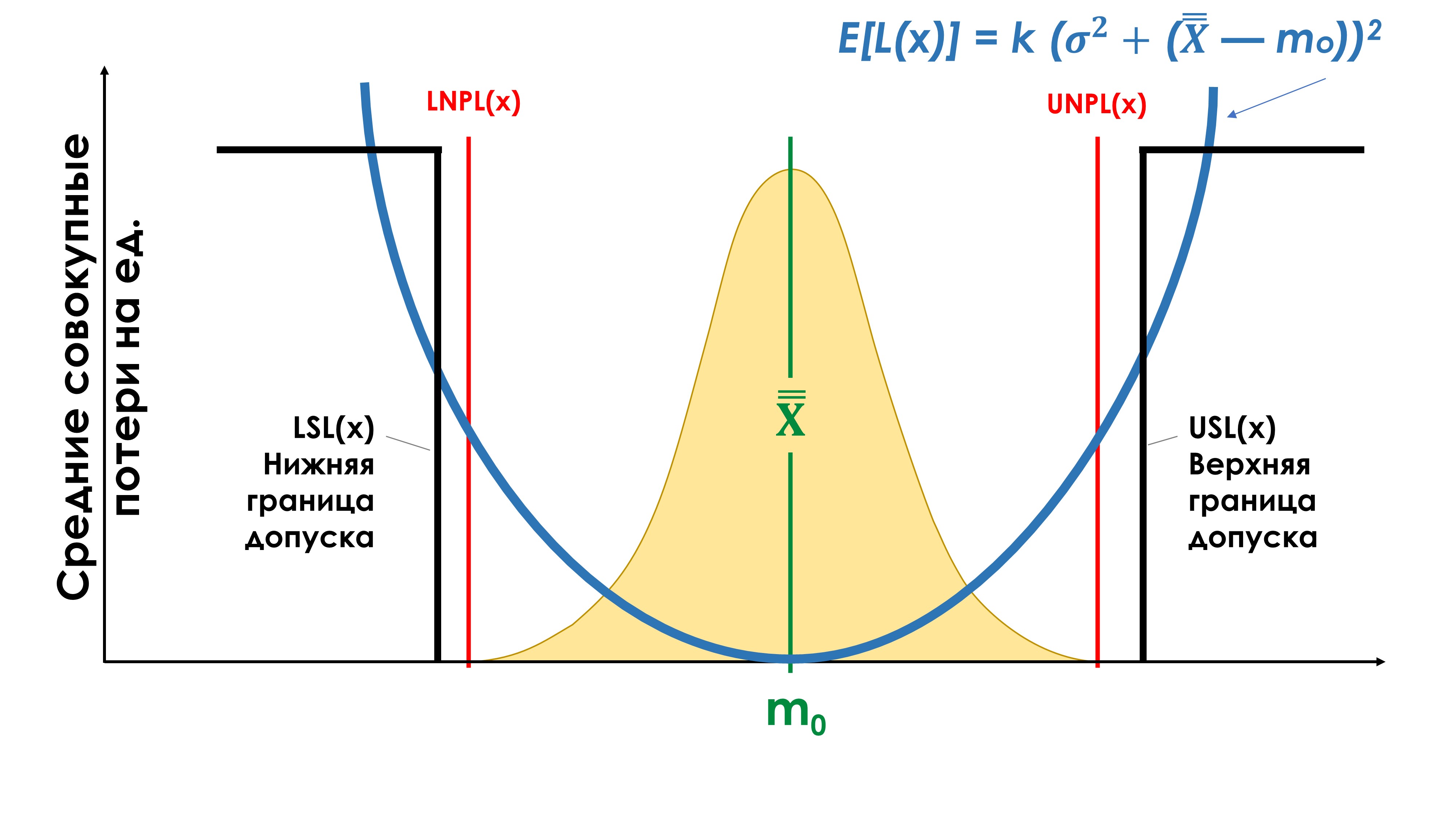
Функция потерь качества Тагути
Японский ученый Генити Тагути предложил новый подход к оценке качества изготовления продукции. Традиционное представление о качестве продукции заключается в том, что все изготовленные изделия являются в равной степени качественными, если их показатели (или параметры) качества соответствуют требованиям технической документации, в которой определен допуск на эти показатели (параметры). Другими словами — внутри зоны допуска потери качества равны нулю. Если же показатели качества выходят за границы допуска (LSL) и (USL), то потери качества объявляются неприемлемыми. Такую функцию потерь качества (см. рисунок ниже, ломаная прямая) Тагути назвал «разрывной порогообразной функцией».
"Из функции Тагути с очевидностью следует, что удовлетворение требований допусков — отнюдь не достаточный критерий, чтобы судить о качестве. Попытка поступать таким образом, находится в явном противоречии с настоятельным требованием постоянных улучшений, одним из фундаментальных в философии Деминга. И действительно, последний из подходов характерен постоянным поиском в направлении улучшения качества, в то время как первый не дает никакого стимула работать лучше, коль скоро требования допусков уже удовлетворены.
Напротив, основополагающая этика некоторых известных подходов к качеству, включая методики оценки затрат на качество, имеет тенденцию «смазывать» дальнейшие усилия по улучшению на том основании, что, если запросы потребителя были удовлетворены, дальнейшие затраты времени, усилий и средств на этот конкретный процесс неоправданны".
"Использование допусков (спецификаций, ТЗ, ТУ) — не ошибка. Просто этого недостаточно".
"Концепция доктора Тагути, основанная на анализе функции потерь, неизбежно ведет к новому определению понятия качества мирового класса: точно в соответствии с целью при минимальной дисперсии! Первое требование — «точно в соответствии с целью» — означает, что среднее процесса установлено таким образом, что оно настолько близко к цели (номиналу), насколько возможно. Второе требование — «минимальная дисперсия» — означает, что процесс должен обладать разумной степенью статистической управляемости.
Невыполнение принципа «в соответствии с целью при минимальной дисперсии» неминуемо повлечет существенный рост средних потерь на единицу продукции. Эти потери могут быть очень серьезными, но всегда ненужными.
«Соответствие допускам», «нуль дефектов», «качество шести сигм», «затраты на качество» и все другие лекарства, основанные на допусках, просто не могут удовлетворить этому принципу. Концепция «точной настройки на цель с минимальной дисперсией» определяет качество мирового класса на протяжении последних тридцати лет! И чем быстрее вы сделаете этот принцип главным законом своей жизни, тем быстрее станете конкурентоспособным!"
Применение подхода к качеству вытекающего из функции Тагути следует применять при использовании любых других показателей качества с границами «от» и «до», например, сроки поставки по договору и др.
Измерительная система
Измерительная система, это результат взаимодействия используемого измерительного инструмента, метода измерения, окружающей среды и оператора.
Каждый оператор станка, который производит измерения детали в ходе её изготовления является частью своей измерительной системы, имеющей свою неопределённость (вариабельность, ошибку), смещение и может находиться в статистически управляемом (стабильном) или неуправляемом (непредсказуемом) состоянии. Система измерений, находящаяся в статистически неуправляемом состоянии - бесполезна. Измерительная система контролёров - это другая измерительная система. Когда оператор передаёт произведённую им продукцию на контроль, он определяет её соответствие допускам посредством своей уникальной системы измерений. Оценку и согласованность измерительных систем необходимо производить до начала мониторинга рабочих процессов.
А вы согласовали ваши измерительные системы с вашими поставщиками и покупателями?
Генити Тагути (Genichi Taguchi)
Генити Тагути (Genichi Taguchi, род. в 1924 г.) – известный во второй половине 20-го века японский специалист в области статистики. Он развивает идеи математической статистики, относящиеся, в частности, к статистическим методам планирования эксперимента и контроля качества. Тагути впервые соединил математической зависимостью экономические затраты и качество, введя понятие функции потерь качества . Он первым показал, что потери качества имеют место и в поле допуска.
На наш взгляд, невнимание к методам Тагути – одна из причин серьезного отставания российских предприятий в области совершенствования качества процессов и продукции.
Питер Шолтес (Peter Scholtes)
Питер Шолтес (Peter Scholtes, 1938-2009), один из наиболее известных на Западе консультантов и просветитель в области методов управления на основе качества, развивающий идеи д-ра Деминга. Читайте главу: Метод "управления по целям" - что не так? из книги Питера Шолтеса [7] "Настольная книга команды".
Сайт Питера Шолтеса: www.pscholtes.com
Уолтер Эндрю Шухарт (Walter A Shewhart)
Уолтер Эндрю Шухарт (Walter A Shewhart, 1891-1967), родился в Нью Кантоне, шт. Иллинойс в 1891 году. Окончил Университет Иллинойса. Позднее получил докторскую степень по физике в Калифорнийском Университете (1917).
В 1931 году Шухарт опубликовал отчёт об использовании контрольных карт и первую книгу «Экономическое управление качеством промышленной продукции». Особой датой в биографии профессора Рютгерского Университета Шухарта стал 1939 год. Тогда издали его вторую книгу [9] «Статистический метод с точки зрения контроля качества». В конце десятилетия Шухарт обобщил результаты работ по статистическому методу контроля качества производственно-технологических процессов и обеспечения на этой основе качества изготавливаемой продукции. Первый учитель и старший друг Эдвардса Деминга.
Дональд Уилер (Donald J. Wheeler)
Дональд Уилер (Donald J. Wheeler) — статистик-консультант, которому посчастливилось работать с Дэвидом Чамберсом в период с 1970 по 1989 г.
Начиная с 1971 г. Уилер преподавал статистическое управление процессами, сначала — студентам университета штата Теннесси, затем — менеджерам промышленных предприятий многих стран мира.
С середины 1970-х годов он активно работал как консультант.
В 1974 г. Дональд Уилер впервые прослушал курс лекций доктора Деминга и остался его студентом навсегда.
Начиная с 1981 г. он иногда помогал Эдвардсу Демингу проводить его четырехдневные семинары. Его собственная философия улучшения процессов твердо покоится на философии Деминга. Дональд Уилер — автор и соавтор шести книг и более чем 60 статей по статистическому управлению процессами.
Ему довелось поработать с самыми разными промышленными предприятиями мира. Он читает лекции как в США, так и за их пределами.
Дональд Уилер получил степень бакалавра по физике и математике в университете штата Техас, в Остине, а в Южном методистском университете — степени магистра наук и доктора философии.
С 1970 по 1982 г. он преподавал на факультете статистики университета штата Теннесси. В 1982 году Уилер оставил преподавательскую деятельность и сосредоточился на консалтинге в промышленности и других сферах. В настоящее время Дональд Уилер живет в г. Ноксвилле, штат Теннесси.
Д-р Дональд Дж. Уилер является членом Американской статистической ассоциации и Американского общества качества, лауреат медали 2010 года Деминга, является одним из ведущих авторитетов в мире в области статистического управления процессами и прикладного анализа данных.
Соавтор книги бестселлера [4] "Статистическое управление процессами. Оптимизация бизнеса с использованием контрольных карт Шухарта" / "Understanding Statistical Process Control". Из предисловия Эдвардса Деминга к той книге:
"Право написания предисловия к книге моего друга доктора Дональда Уилера для меня огромная честь.
...
В заключение я бы хотел использовать выпавшую мне возможность высоко оценить математические достижения доктора Уилера. Его понимание теории и практики основано на глубоком понимании математики. И я счастлив возможности поучиться у него".
Дональд Уилер, автор множества статей в научных изданиях о применении контрольных карт Шухарта в промышленности, некоторые из них он любезно предоставил нам, а мы перевели на русский язык и разместили на нашем сайте в разделе:
фундаментальные знания
.
Список оригиналов статей:
[9], [19], [20], [21], [25], [26], [29], [31], [33], [34], [35]
- Дональд Уилер.
Дэвид Чамберс (David S. Chambers)
Дэвид Чамберс (David S. Chambers, 1917-1989) — близкий друг и коллега доктора Уильяма Эдвардса Деминга, всемирно известный консультант и преподаватель статистического управления процессами.
Он был членом, президентом и председателем правления Американского общества контроля качества (ASQC), лауреатом премии Юджина Гранта, академиком Международной академии качества. Список его коллег и бывших студентов вполне мог бы служить справочником «Кто есть кто?» в области контроля качества.
Дэвид Чамберс родился в техасском городе Кларксвилле. Степени бакалавра и магистра были им получены в Техасском университете, в котором он преподавал с 1941 по 1947 г., пока не стал доцентом статистики Университета штата Теннесси. Здесь он проработал профессором статистики с 1958 по 1981 г., после чего вышел в отставку, что позволило ему сосредоточиться на преподавательской деятельности. По словам доктора Деминга, потеря такого человека невосполнима.
Майрон Трайбус (Myron Tribus)
Майрон Трайбус (Myron Tribus), директор Exergy, делил свое время между Exergy Corporation, компанией, которая внедряет новые подходы к выработке электроэнергии, и работой в качестве консультанта по управлению качеством.
Имея тридцатилетний опыт работы учителем, он также служил помощником секретаря по науке и технике в Департаменте торговли США.
Он был первым вице-президентом в Xerox Corporation и директором Центра повышения квалификации инженеров. Майрон Трайбус являлся последователем доктора Эдвардса Деминга. Читайте статью Майрона Трайбуса Вирусная теория менеджмента где он проводит аналогию с медициной XIX (19) века и управлением XX (20) века для того, чтобы проиллюстрировать, почему общество придерживается доминирующих парадигм и сопротивляется их изменению, целью которого является улучшение нашей жизни.
Генри Нив (Henry R. Neave)
Генри Нив (Henry R. Neave). Доктор Генри Нив познакомился с Эдвардсом Демингом в середине 1980-х годов и сразу стал его близким другом. С тех пор он постоянно помогал Демингу в проведении его четырехдневных семинаров в Европе, а также в других семинарах, конференциях и мероприятиях, проводимых по обе стороны Атлантики.
Именно Деминг воодушевил Нива как признанного специалиста в философии Деминга взяться за книгу [1] "Пространство доктора Деминга: Принципы построения устойчивого бизнеса". Сам Эдвардс Деминг написал к этой книге предисловие.
Изучение теории менеджмента Эдвардса Деминга лучше начинать именно с этой книги.
В 1987 г. именно по инициативе доктора Нива была организована Британская ассоциация Деминга, в которой Нив сейчас занимает должность директора по образованию. Многие годы доктор Нив преподавал статистику в Университете Ноттингема в Англии. С 1996 г. он — штатный преподаватель менеджмента на кафедре качества в Университете Трент в Ноттингеме.
Алфи Кон (Alfie Kohn)
Алфи Кон (Alfie Kohn), широко известный во всем мире социальный психолог. Смотрите на нашем сайте материалы, подготовленные с использованием работ Алфи Кона в статьях: Система мотивации персонала , Ошибочная привлекательность конкуренции .
Персональный сайт Алфи Кона: www.alfiekohn.org