Качество или количество? Сдельщина или повремёнка? Что вместо?
Материал подготовил: научный директор Центра AQT Григорьев С. П .
Бесплатный доступ к статьям нисколько не уменьшает ценности изложенных в них материалов.
Мои комментарии к нижеприведенной статье о перевыполнении плана на 400% на одном производственном предприятии оказались почти излишними. О том, что происходит на предприятиях с подобным стилем менеджмента уже давно написано авторитетными авторами мирового уровня, чьи цитаты пришлись в самую пору.
"Большинство преуспевающих фирм оказались такими просто по воле случая, ибо в своей практике они используют самые худшие и неэффективные методы управления".
Высший менеджмент, использующий сдельную оплату труда, активно провоцирует сотрудников предприятия на различного рода ухищрения для достижения большего вознаграждения.
Статья, демонстрирующая последствия применения сдельной оплаты труда: "Цех перевыполняет план на 400%? Разбирается служба безопасности".
"Хорошо, когда цех выполняет план. Ещё лучше, когда перевыполняет. Однако если участок добивается выработки плана на 400 процентов, то это повод задуматься и поинтересоваться: что это за план такой, который можно перевыполнить аж в четыре раза?
Служба безопасности Корпорации ВСМПО-АВИСМА поинтересовалась, каким объёмом пота и крови достаётся такой уровень производительности труда, изучив суперударников на участке токарно-карусельных станков цеха, где и показывали чудеса перевыполнения плана.
Выяснилось, что «горестахановцы» проявляли весьма понятную, с точки зрения корысти, инициативу и самовольно вносили корректировки в управляющие компьютерные программы.
Эти корректирующие действия заставляли станки сокращать время, отведённое технологией на механическую обработку изделий. Времени на одну единицу продукции уходило меньше, а единиц продукции за смену получалось больше. Больше, чем дано по плану минимум в четыре раза!
Станочники без согласования с технологами неоднократно меняли режимы обработки: увеличивали скорость подачи фрез и скорость резания, пропускали отдельные части программы.
И всё бы ничего, но непомерная нагрузка на станки влечёт преждевременный износ и поломку дорогостоящего режущего инструмента, грозит выходом из строя отдельных узлов, увеличивает риск выпуска несоответствующей продукции.
Для поимки «рационализаторов» специалисты управления экономической безопасности организовали рейд в цех. Нагрянули внезапно. Провели сверку параметров в управлении станка с требованиями, указанными в документах. Тут и обнаружилась причина такой высокой «производительности труда» на участке.
Станочники отрицать очевидное не стали и без каких-либо возражений ознакомились с приказом о лишении их премии за нарушение технологического процесса. Начальнику цеха предписано выработать корректирующие меры, обеспечивающие исключение нарушений технологического процесса.
Надо сказать, что ни одно изделие от «энтузиазма» десяти токарей-карусельщиков из числа «ударников» цеха не пострадало".
Статья демонстрирует очередной пример порочной практики менеджмента предприятия. Все, как обычно. Управление по числам, внешняя мотивация, сдельщина.
Пострадавшие станки и инструмент это самое малое, что должен был предвидеть менеджмент предприятия. А как меняются свойства материала при такой ускоренной обработке? Сколько таких деталей попало к заказчикам? Сколько уже стоит на ответственных объектах? Конечно, этого никто не знает.
А что думают риск-менеджеры заказчиков, "успешно" проведших свои аудиты на этом предприятии, о "непострадавших" деталях, изготовленных для них с нарушением технологии?
"На вашей фабрике применяется система сдельной оплаты. Не существует лучшей гарантии некачественной работы".
Сколько еще типов продукции это предприятие делает по "сокращёнке", "экономке" и "оптималке" без ведома технологов и цехового менеджмента или с их молчаливого согласия?
Кто же на этом предприятии отвечает за соблюдение рабочими технологии обработки деталей? Думаю ответ очевиден, всех сидящих на сделке заботит только перевыполнение плана.
Статья свидетельствует о низких стандартах качества в этой компании.
Кто и как устанавливает плановое значение на этом предприятии? Если план нужен для планирования сроков исполнения заказав, какое значение на предприятии используют для этого? Если основой для расчета такого планового числа является среднее время оптимально выполненных с соблюдением технологии операций стабильного процесса, то как вообще можно было ожидать перевыполнение плана в среднем даже на 30%? Задайте вопросы мастеру участка, что он думает об этом? А что ответит директор производства? А директор по качеству? А директор по повышению операционной эффективности? А генеральный директор?

"Знаниям нет замены. Но перспектива использования знаний пугает".
Важно!
Отказ от сдельной оплаты труда не подразумевает уравниловку. Уравниловка выдающихся сотрудников (объективно превосходящих возможности системы, а не находящихся в привилегированном положении) с теми, кто работает в пределах системы и что еще хуже с теми, кто работает вне системы с худшими результатами так же деструктивна, как и сдельщина.
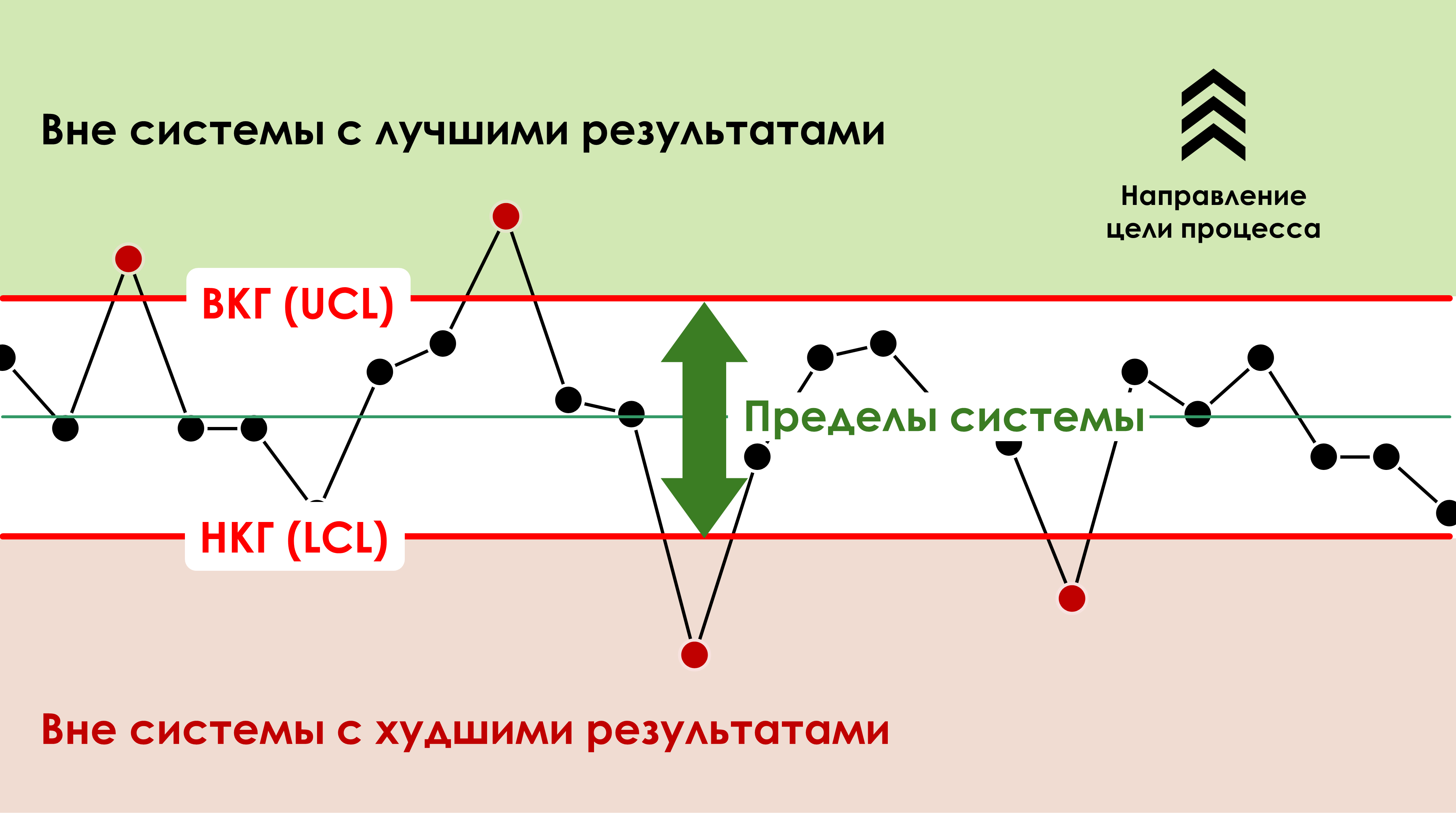
Рисунок 1. Пределы системы в терминах Контрольных карт Шухарта.
Для пояснения того, какие числа разумно использовать в планировании и что следует ожидать от стабильных процессов, смотрите открытое решение: Статистическое управление процессами (SPC) против Нормирования производственных процессов и операций . А для того что бы понять, кто действительно достоин большего вознаграждения, кого можно оставить в покое, а кто нуждается в помощи смотрите открытое решение: Ошибочное использование KPI в системе мотивации персонала .
Только высший менеджмент этого предприятия, утвердивший оплату по сделке, мотивируя людей на поиск подобных уловок ответственен за происходящее! Должно быть, все производственные подразделения этого предприятия, сидящие на сделке, кто во что горазд, заняты поиском методов "повышения производительности" подобных описанному в статье методу "станочников".
Лучшим решением будет полный отказ от сдельщины и акцентирование внимания рабочих и цехового менеджмента на качестве и бережном отношении к оборудованию и инструментам. А пока менеджмент не осмелился на это единственно верное решение, ведение простой контрольной карты средних и размахов подгрупп, которая легко позволит вычислить таких, поддавшихся соблазну "оптимизаторов" при оценке возможностей системы. Смотрите пример на рисунке 2 (в контексте статьи), где виртуальный оператор (технолог), выполняющий все операции с соблюдением технологии оказался вне системы с худшими результатами по времени цикла. В этом случае пределы системы рассчитаны по всем операторам с виртуальным в том числе. Это сигнализирует о том, что в данном случае пределы реальной системы статистически значимо отличаются от тех пределов системы, которые следовало ожидать, если бы большинство операторов соблюдали технологию. Оператор Иванов С.И. превзошёл всех "оптимизаторов", расположившись вне системы с лучшими показателями по времени цикла - ему следует уделить особое внимание.
В нашем программном обеспечении есть функция рациональной группировки данных по источникам вариаций, в данном случае таким источником вариации являются операторы станков.
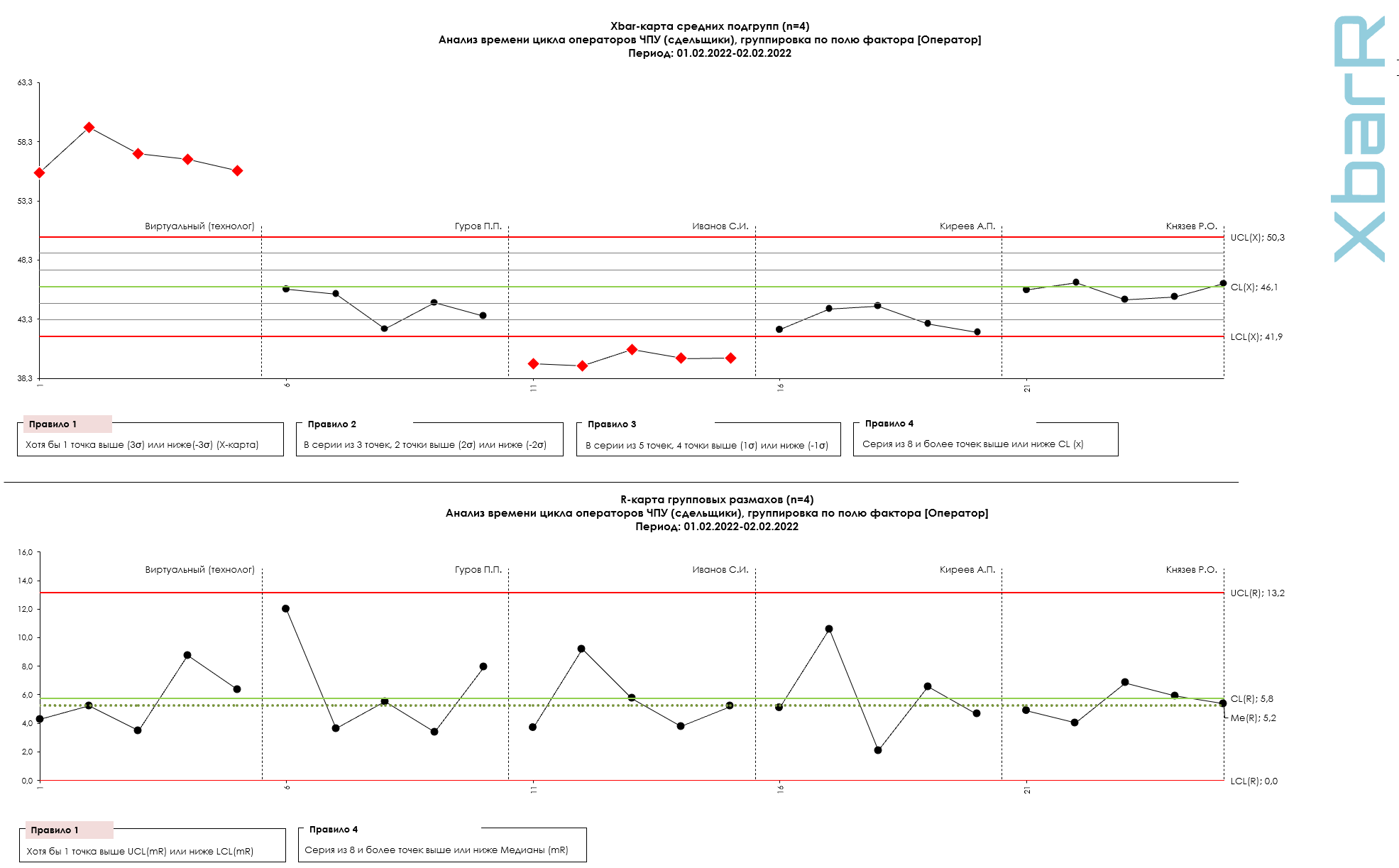
Рисунок 2. Оценка возможностей системы по производительности (время цикла) на XbarR-карте средних и размахов подгрупп. На рисунке 3, XbarR-карта средних и размахов подгрупп построена для отдельных серий индивидуальной производительности (времени цикла) по всем операторам. Мы видим, что среднее времени цикла всех операторов выше среднего времени цикла виртуального оператора (технолога) всего на 8-15% и этого хватило, чтобы виртуальный оператор (технолог) оказался вне системы с "худшими" результатами времени цикла контролируемой операции. Рисунок подготовлен с использованием разработанного нами ПО «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)»
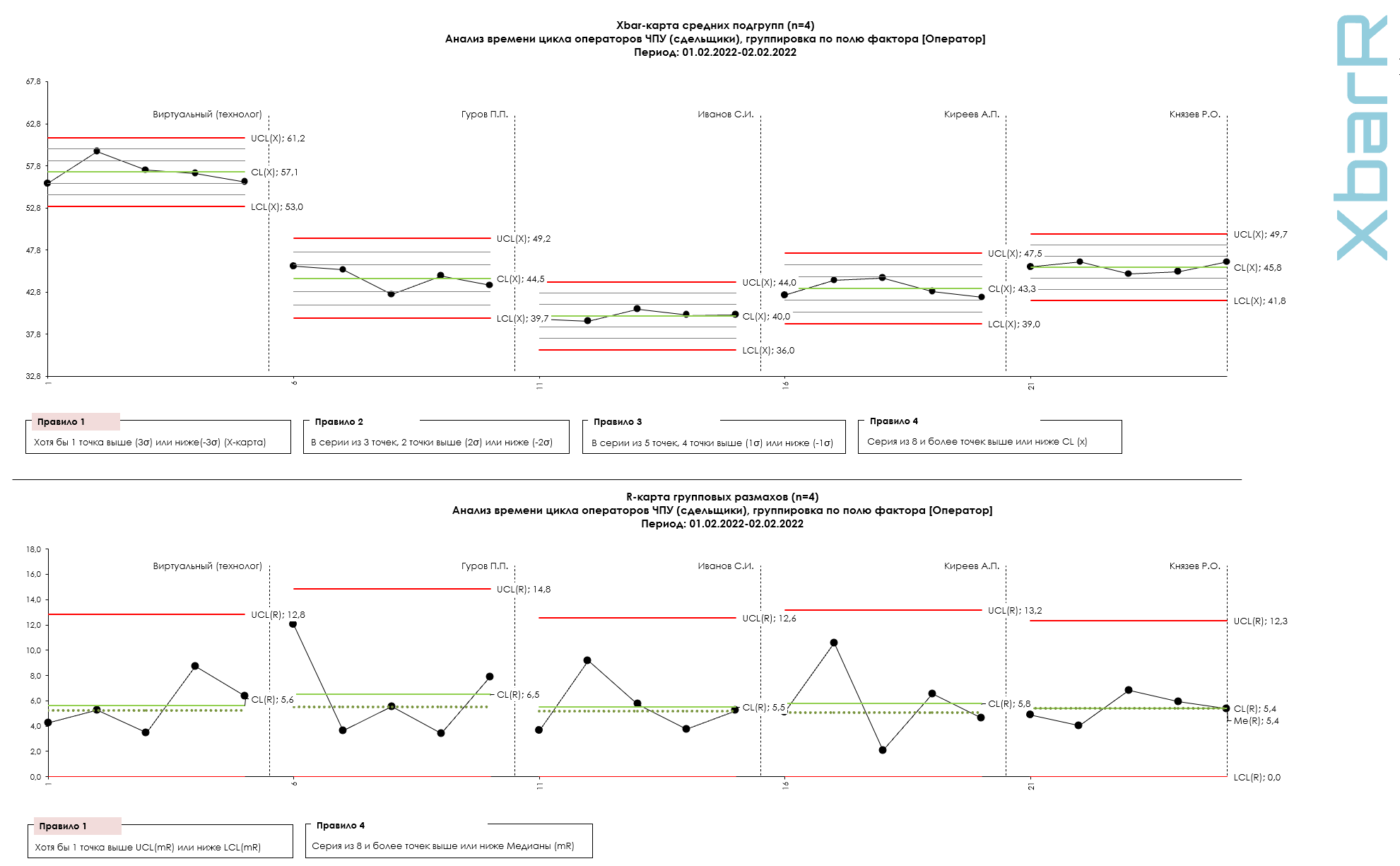
Рисунок 3. Оценка индивидуальной производительности (время цикла) на XbarR-карте средних и размахов подгрупп. Рисунок подготовлен с использованием разработанного нами ПО «Контрольные карты Шухарта ПРО-Аналитик +AI (для Windows, Mac, Linux)» .
Пример использования контрольных карт для оценки работы людей в системе смотрите в открытом решении, которое я уже упоминал выше: Ошибочное использование KPI в системе мотивации персонала .
"Системы аттестации и ранжирования персонала, оценка личного вклада, ранжирование по значимости, премиальные системы, сдельная оплата оказывают разрушительный эффект.
Развивается «близорукое» мышление, взращиваются соперничество, интриганство и страхи, уничтожается перспективное планирование, разрушается дух команды".
Рисунок 4. Игры с числовыми нормами и плановыми заданиями.
"Очень часто установленные числовые нормы невозможно выполнить, т. к. они превосходят реальные возможности системы. Но поскольку положение людей или подразделений может пострадать, если эти задания не будут выполнены, им приходится делать всё, чтобы создавалось впечатление, что задание выполнено.
Таким образом, они принуждаются действующей системой играть в неприятные игры: подделывать, искажать отчетность или изображать бурную деятельность по достижению целей, вместо того, чтобы улучшать систему. Все эти шарады заставляют охранять доступ к реальной информации от чужаков и создают большую или малую ложь, дезинформацию. Чем больше давление с целью получения недостижимого результата, тем больше вероятность обмана".
Так на чём же акцентировать свое внимание менеджменту, на качестве или количестве? Ответ уже давно дан в Цепной реакции Деминга:
Улучшайте качество
За счет меньшего количества ошибок, переделок и задержек, а также лучшего использования машинного времени и материалов уменьшатся затраты
Повысится производительность
Займете рынок, предлагая лучшее качество по более низкой цене
Останетесь в деле
Сохраните и умножите количество рабочих мест
"Немного «народной мудрости». В Америке распространено мнение, что качество и объемы производства несовместимы, – вы не можете иметь и то и другое одновременно.
Руководитель предприятия, скорее всего, скажет вам, что это ситуация «или−или». Он давно пришел к выводу, что если повышается качество, то объем производства начинает падать. Если же увеличивается объем производства, то страдает качество. Все дело в том, что этот руководитель не знает, что такое качество и как его добиться.
Ясный и убедительный ответ на мой вопрос: «Почему растет производительность, когда повышается качество?» – я получил от 22 промышленных рабочих на встрече со мною: - Меньше переделок, - лучше не скажешь.
Часто встречается другой вариант ответа: - Не так много потерь.
Качество для производственного рабочего – это прежде всего возможность получать удовлетворение от работы, гордиться своим мастерством.
Повышая качество, мы превращаем бесцельно расходуемые человеко-часы и не полностью использованное машинное время в отличную продукцию и превосходные услуги. В результате возникает цепная реакция – снижаются затраты, повышается конкурентоспособность, люди на производстве чувствуют себя более счастливыми, рабочие места преумножаются.
Четкое определение соотношения качества и производительности дал мой друг доктор Ёсикасу Цуда из Университета Риккё в Токио в письме, которое он написал мне из Сан-Франциско 23 марта 1980 г.:
«Я только что вернулся с Северного полушария, побывав за год в 23 странах, где посетил множество промышленных предприятий и пообщался со многими специалистами. В Америке и Европе люди теперь больше интересуются затратами на качество и системами аудита качества. Но в Японии мы прежде всего стремимся улучшать качество с помощью ваших методов… Когда мы улучшаем качество, мы повышаем и производительность, а это как раз то, что Вы предсказывали нам в 1950 г.».
Доктор Цуда говорит, что западная промышленность стремится повышать качество, но не превышая уровня, который на основании полученных данных представляется экономически эффективным. Кто-то поинтересовался: «Насколько мы можем снизить качество, не теряя потребителей?» Этот вопрос – верх непонимания проблемы. И это типичная реакция американского менеджмента. В противовес этому японцы упорно идут вперед и улучшают процесс, не глядя на цифры. Так они повышают производительность, снижают затраты и завоевывают рынки.
Пробуждение Японии. В 1948 и 1949 гг. руководители некоторых японских компаний сделали открытие, что повышение качества естественно и неизбежно ведет к росту производительности. Это наблюдение стало результатом работы группы японских инженеров, которые изучали литературу по контролю качества, полученную от специалистов Bell Laboratories, работавших в штате оккупационной администрации генерала Макартура. Среди книг была работа Уолтера Шухарта «Экономичный контроль качества производственных изделий» (Economic Control of Quality of Manufactured Product*. Van Norstrand, 1931; репринтное издание American Society for Quality Control, 1980). Результаты были поразительными и показывали, что производительность действительно повышается при снижении вариации, именно так, как пророчествовали методы и логика книги Шухарта. Визит иностранного эксперта летом 1950 г. (Так д-р Деминг говорит о себе. – Прим. пер.) инициировал в Японии цепную реакцию повышения качества, ставшую их образом жизни. Схема этой цепной реакции висела на доске во время каждой нашей встречи с высшим руководством в Японии начиная с июля 1950 г. (см. рис. Цепной реакции Деминга выше. - Примечание Григорьев С. П.)".
Упомянутую Демингом книгу Шухарта [13.1] "Economic Control Of Quality Of Manufactured Product" можно скачать в разделе библиографии нашего сайте
P. S.
Обратите внимание, что приведённые выше цитаты не о российском менеджменте, а об американском. Но российский менеджмент отлично учится. Жаль не у тех и не тому, чему следовало бы. Теперь эти цитаты точно характеризуют стиль российского менеджмента.